Ski racers take extreme measures to get—and keep—a winning boot.
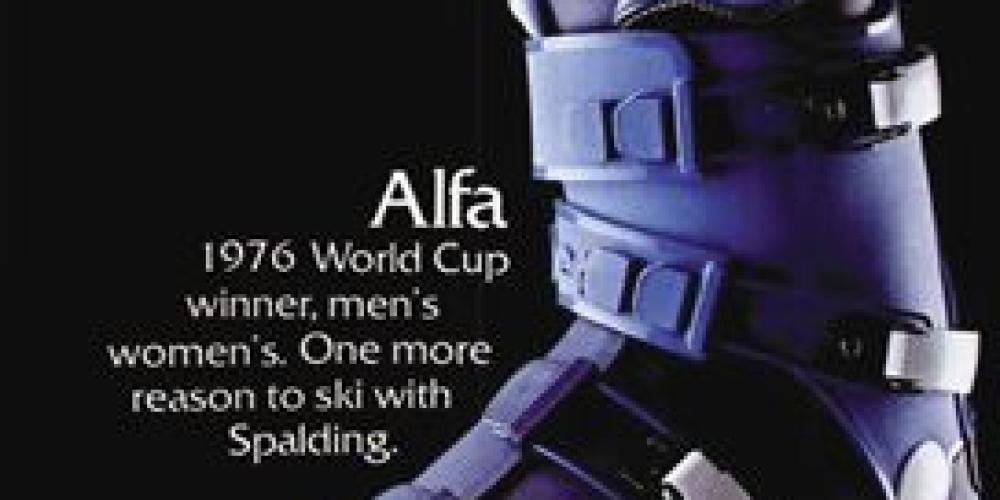
Ingemar Stenmark spent almost his entire World Cup career in Caber’s blue Alfa boot (top of page). He ran his first World Cup race, at age 17, in 1973. The Alfa was introduced in 1974, and Stenmark won his first slalom championship in 1975. Caber killed production of the Alfa in 1979, but when he ran his last World Cup race in March 1989, Stenmark still wore a banged-up pair of Alfas. Cindy Nelson, another Caber devotee, held onto her Alfas past her own retirement in 1985.
When breaking in leather boots,
says Penny Pitou, “the pain was excruciating.”
That kind of loyalty isn’t exceptional. Dozens of racers swore by the original Nordica Grand Prix, introduced in 1972 and gone from the market by 1976. But over the next decade, Nordica was forced to run off a few dozen pair each year to keep its contracted racers happy. Into the 1990s, guys like Felix McGrath were still scrounging around for original-stock examples of the GP. “When you get a pair of boots right, you don’t want to give it up,” he says. “There was something about that plastic that I preferred.” McGrath could nurse a pair of GP shells through two seasons, and he learned to grind and shape each new-old shell to fit. Eventually, in 1999, Nordica revived the GP design elements to produce the Dobermann—a boot still in production today.
Boot loyalty isn’t just a matter of athlete conservatism. Racers, and their boot-fitters, work hard to perfect performance and fit, a process that can take weeks or months of trial-by-error. Once victory is achieved in a customized boot, no racer wants to repeat the laborious process starting with a different model.
The objective of all the work: Get the boot shell to fit as closely as possible, often by squeezing feet into boots one or two sizes too small, with flex, cant and forward lean precisely calibrated. No cushy liners allowed to accommodate the bony protrusions of a particular foot, because a soft liner allows the foot to move inside the shell.
Michel Arpin sacrificed his feet to break in boots for Killy.
Racers haven’t always had the luxury of marriage to a well-loved boot. Leather boots didn’t last long, so racers suffered the agony of de feet every season when breaking in a new pair. Achieving a race-ready fit was torture. For instance, it was common to stand in a tub of hot water to soften the leather, then walk around while the leather dried into a new shape. But this made the tender foot into the final mold. Penny Pitou, double-silver medalist at the 1960 Squaw Olympics, says customizing involved “your foot doing all of the work. It took your foot to figure it out, and the pain was excruciating.”
Later in her career, after Pitou had established herself as an international star, Austrian boot companies took foot measurements for custom-fitting boots they hoped she would wear. Eventually, Koflach came out with a Penny Pitou model, which Pitou believes was the first boot specifically designed for women. Earlier in her career, with no women’s boots available, she at one point acquired boots so large from a male racer that she had to stuff paper in them to prevent her feet from floating loosely in the extra space. She wasn’t alone. Her teammate Joan Hannah also used paper-stuffed boots, borrowed from ski-racing brother Sel.
Billy Kidd won the 1970 combined World
Championship in this Lange. The steel
plate bolted on for slalom, off for downhill.
The boot still hurt like hell. Below, Kidd
dealt with the consequences. Paul Ryan
photo.
In the early 1960s, when Billy Kidd was rising through the ski-racing ranks, he used the hot-water method. Most top US racers at the time were given Heierlings (because coach Bob Beattie’s brother was the importer). Kidd filled each new pair with hot water to soften the leather, then laced his feet into the warm boots to allow the cooling leather to conform to the idiosyncratic shape of his feet—in what was a DIY version of future flow or injected boot liners. And he had to do it often. The leather broke down in a matter of six to eight weeks.
Across the pond, Jean-Claude Killy had plenty of help breaking in his leather Le Trappeur Elite boots. His friend, mentor and ski technician Michel Arpin suffered in new boots for a few days until the boots were “ripe.” Then Killy got a few races in while Arpin repeated the process with the next pair.
Plastic boots arrived at the advent of the World Cup circuit—actually, a year before, when the Canadian team showed up at the 1966 Portillo World Championships with a few pairs of Langes. From the start, the boots needed work to get the flex and forward lean right. Langes improved edging power immensely (they were part of Nancy Greene’s success), but didn’t conform well to any human foot, so they hurt like hell. The term “Lange bang” was born. Painful as the boots could be, skiers won five medals in Langes at the 1968 Olympics.
Billy Kidd and his toes
Kidd won his gold medal in combined at the 1970 World Championships with Lange boots, customized by master fitter Denny Hanson (later that year Denny and brother Chris left Lange to launch their own boot company). Denny fashioned metal plates for the backs of Kidd’s boots to add stiffness for slalom. He removed the plates for more flexibility for downhill.
Boot-fitting as an art form hit its stride with the introduction of plastic. Bootfitters could reshape shells by grinding and heating. Tools were invented to punch out tight spots. The durability of plastic meant that once the work was done, and the boots made to ski well, a racer could treasure that pair for years.
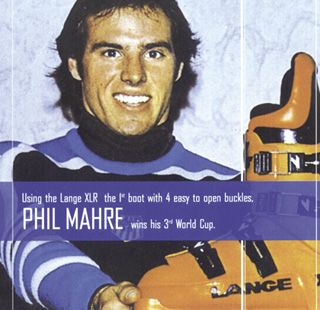
But plastic had its drawbacks, and not all plastics were created equal. When brothers Phil and Steve Mahre took center stage on the US racing scene in the late 1970s, Lange’s XL-R model was their boot of choice. Lange subsequently came out with a new and supposedly improved Z model, but “it was a different plastic, more brittle—a completely different feel,” says Phil. He stuck with his old XL-Rs. Good move. He went on to earn three overall World Cup titles.
Phil Mahre kept his old boots when the new ones felt brittle. Lange made the old boots look like the new model.
Lange, of course, wanted to promote its newest technology but also wanted to keep its top athlete happy. The solution: Keep Phil in his XL-Rs but swap out the logos to make them look like Zs. (Both models were orange, so the deception was easily executed.) Phil took one extra measure to customize his fit: He replaced the Lange tongues with unanchored Garmont tongues, allowing them to float freely within the boot, held in place only by the snugness of the fit.
Loyalty to a boot can outlast any other relationship. Over 13 World Cup seasons, Franz Klammer used three different Austrian ski brands—but kept the same customized Dynafit boots. And World Cup and World Champion Tamara McKinney stuck with heavily modified Nordica GT boots—a model discontinued a year before she ran her first World Cup race. McKinney had unusually small feet and slim ankles. The GT cuff was easily detachable and lent itself to tailoring for her pipestem lower legs. When an injury ended her career in 1990, she’d been married to the same boot for more than half her life.
"How old are these skis?” We get this question via email several times a year, often from a non-skier who found a dusty pair of fossil planks in grandma’s attic. For all we know, the skis may have belonged to grandma’s grandma.
Photo above: Vintage Ski World stock includes homemade skis (foreground) and, left to right, 10th Mountain Division skis, round tips (1940s) and “sugar cube” tips (1930s).
Supplied with a few sharp photos, someone in the Skiing History community of experts can usually identify a ski, or at least assign a date of manufacture, within about five years’ leeway. Here’s what we look for:
Skis with wooden tops
Brand name. Is there a legible logo or stamped inscription? If so, look up the brand name at woodenskis.com. Webmaster Greg Fangel, a Skiing History editorial board member and occasional contributor to the magazine, provides thumbnail histories of most European, Scandinavian and North American factories that made wooden skis. Knowing when the factory was founded, and when it folded, provides a date range for your skis. If the ski is marked “Kristiania,” it was manufactured before 1925, when Norway’s capital city was renamed Oslo.
No brand name: If there’s no evidence of branding, the ski may be homemade, which usually dates it before about 1910. Between 1900 and 1920, manufactured skis became easily available by mail order and were cheap enough that only very dedicated skiers would spend the time to create something more specialized. Very long skis (more than nine feet) are certainly more than 100 years old and were probably carved by the skier himself (or by his pa). Handcarved skis were usually of local lumber—most often birch, pine or fir. These soft woods are light and easily worked. Fangel notes that early handmade skis are common but almost impossible to date. With the mining boom in Western states beginning around 1850, demand for skis was high and local carpenters filled the need. According to Richard Allen, ISHA board member and owner of VintageSkiWorld.com, there are important regional styles. For cross-country skis, Swedes and Finns made very narrow skis, typically less than 2.5 inches (65 mm) wide, while Norwegians and their North American descendants liked skis to be three or four inches wide (more than 70 mm).
Skis carved from a single plank (that is, not built up of laminations) usually had a nipple (you might call it a unicorn horn or a figurehead; old-timers call it a sugar cube). This served several purposes: It thickened the tip at a critical point to prevent the wood from splitting, it served as an attachment point when steaming the bend into the shovel or fixing a spreader to preserve the tip turn or for climbing skins, and, says Allen, trappers reportedly used the horn to kick at hostile carnivores. If there’s no horn, the end of the tip is probably carved thicker than the ski’s shovel to prevent splitting. “Ridgetop” skis are also typically carved from a single plank. The ridgetop was the only way a carpenter could make a ski torsionally forgiving without losing longitudinal stiffness and breaking strength. The top spine also helped the ski shed snow, notes Fangel.
Fangel uses this general classification: A ski with a flat top and scribed with decorative lines is from the 1920s; with a sugar cube, from the 1930s; with a round tip, from the 1940s. At Allen’s VintageSkiWorld website you’ll find a free appraisal service (vintageskiworld.com/vintage-ski-appraisals-s/200.htm). Fill in the form and attach photos, and Allen will identify the skis and estimate what they’re worth as antiques. (Disclaimer: Allen is an ISHA board member; this paragraph does not constitute an endorsement of his commercial
endeavors.)
Manufactured skis: Mass production of skis began in Scandinavia in the 1870s, when tungsten-steel hand tools from England first became widely available. By 1888, Norwegian immigrants had launched factories in Wisconsin and Minnesota. The factories became big business with the introduction of high-speed motorized sawblades around 1900. Manufactured skis came in four flavors: hickory, maple, ash and pine. Hickory, the choice for fast, powerful high-performance jumping and Alpine racing skis, is heavy and hard, and the wood selected for skis has a very straight grain pattern. Maple is nearly as hard and heavy as hickory. Ash was a bit lighter and whippier, and made for better slalom and cross-country skis. All three hardwoods materials were far more durable and expensive than pine, which was the lightest in weight.
Look at the bottom of the ski
If it has steel edges, it was made (or modified) after about 1928, and more likely after 1930 (the Lettner steel edge was patented in Austria in 1926). Most, but not all ski soles were finished with pine tar (a dark brown or black preparation) until the invention, in 1921, of slick, waterproof nitrocellulose lacquer. During the 1930s most factories waterproofed the wooden sole of the ski with nitrocellulose lacquer, often in a bright color. This stuff wore out, however, and skiers repainted their bases themselves with cans of store-bought lacquer.
Beginning around 1938, very expensive skis might have had a hard plastic base (of phenolic or Bakelite plastic). If the base is of celluloid (Cellulix or similar brand name), the date of manufacture is between 1945 and around 1959. If the base is polyethylene (a bit softer and waxier to the touch than Bakelite or Cellulix), the ski was made after 1954, and probably after 1957. Cheap skis continued to use lacquer bases into the 1950s.
Laminated skis, made from multiple layers, became commercially available with the adoption of waterproof casein glues after 1933.
Look at the top of the ski. Beginning around 1950, a few skis got plastic topskins in various colors. Makers of top-quality hickory skis often continued to use a clear varnish finish to show off the perfection of the wood grain, but plastic armor grew gradually more popular. Cheaper skis imitated the look with eye-catching paint jobs.
Look at the bindings
Huitfeldt binding, from 1894. Courtey
Holmenkollen Museum.
Often the best way to estimate a ski’s birthday is by the date of manufacture of the binding. Up to about 1890 nearly all skis were equipped with leather-strap bindings. Toe straps were either nailed or screwed to the ski, or passed through a horizontal hole (a mortise) drilled through from side to side. Metal parts began to appear with the introduction of the Huitfeldt “bolt” binding in 1894. Fritz Huitfeldt passed a bolt through the mortise and attached the toe straps to its ends. Soon he began using a flat iron bar (a “strap”) passed through the ski and turned up at the ends to form a toe iron, locating the boot toe laterally. The leather straps over the toe and around the heel were anchored to these iron “ears.” Skis with Huitfeldt-type bindings were made into the late 1920s. One advantage was that the relatively soft iron strap could be hammered into a shape that fit snugly to the skier’s boot.
Eriksen binding, from 1920.
Holmenkollen Museum
From 1913 on, skiers began to transition to toe irons stamped from harder steel and screwed solidly to the top of the ski. The Bergendahl-style binding, introduced in 1913, was made in two halves so it could be adjusted to the shape of the boot sole. In 1920, Marius Eriksen patented a toe iron with adjustable side plates, allowing readjustment if the skier changed boots. This became the pattern for all of the “beartrap” toe irons to follow.
A few surviving skis are equipped with the Zdarsky mechanical binding (patented 1896) or its derivative Bilgeri binding (1910). These stabilized the boot on a hinged steel plate, rather like some of the Alpine touring bindings of the 1970s and ’80s. They were manufactured in some quantity for the Austrian army during World War I.
1927 and ’28 were important years for bindings. The first year brought the introduction of the Rottefella, or pin binding. for cross-country skis. Rottefella means rat trap, which describes the appearance of the pivoting bail used to lock down the toe of the running shoe to engage a set of locating pins. Fangel points out that the original Rottefella bindings used six pins. In the late 1940s, they changed to four pins, and then three pins after 1960.
First Kandahar binding, 1928. Photo
courtesy Swiss Ski Museum
In 1928, Guido and Henry Reuge introduced the Kandahar Alpine binding. It used an Eriksen-style toe iron and a spring-loaded cable around the boot heel; the cable hooked under a steel lug screwed to the sidewall of the ski to lock the heel down for Alpine racing. The Kandahar was widely imitated and became the standard rig for all Alpine skiing until well after European factories introduced “cable-less” heel bindings in 1966.
The first bindings designed to release in a fall reached the market just before World War II but became popular only after civilian skiing resumed after the war. Most release toes were used with Kandahar-style heel cables, but a few releasing heels, like the Cubco and Miller, went on sale before 1950. Dedicated releasing heel units (at the time often called “cable-less” heels) from European factories (Marker, Salomon, Look, Tyrolia, Geze, etc.) came into the market beginning in 1966.
The modern DIN adjustment system came into use in 1980. Bindings made before then have adjuster scales reading 1-2-3-4. Bindings for adults made from 1980 onward have scales that read 4-5-6-7-8 or 5-6-7-8-9-10.
A fairly reliable guide to age is patent filings. If you can identify the binding brand, there’s a good chance the U.S. Patent Office has the original drawings. See patents.google.com as a start. Patents are often filed under the name of the company founder rather than the brand (e.g., Jean Beyl for Look, Mitch Cubberley for Cubco or Hannes Marker for his eponymous company.)
Bear in mind that skiers often replaced old bindings with newer models. This means that skis can be many years older than their bindings; when that’s the case, you may see one or more sets of filled-in binding holes.
Seth Masia is president of ISHA. He wrote “Skiers in Revolt” for the March-April issue of Skiing History.
Feature Image Media
Image
Article Date
Timestamp
Wed, 08/17/2022 - 1:32 PM
How old are these skis? Who made them, and where?
"How old are these skis?” We get this question via email several times a year, often from a non-skier who found a dusty pair of fossil planks in grandma’s attic. For all we know, the skis may have belonged to grandma’s grandma.
Photo above: Vintage Ski World stock includes homemade skis (foreground) and, left to right, 10th Mountain Division skis, round tips (1940s) and “sugar cube” tips (1930s).
Supplied with a few sharp photos, someone in the Skiing History community of experts can usually identify a ski, or at least assign a date of manufacture, within about five years’ leeway. Here’s what we look for:
Skis with wooden tops
Brand name. Is there a legible logo or stamped inscription? If so, look up the brand name at woodenskis.com. Webmaster Greg Fangel, a Skiing History editorial board member and occasional contributor to the magazine, provides thumbnail histories of most European, Scandinavian and North American factories that made wooden skis. Knowing when the factory was founded, and when it folded, provides a date range for your skis. If the ski is marked “Kristiania,” it was manufactured before 1925, when Norway’s capital city was renamed Oslo.
No brand name: If there’s no evidence of branding, the ski may be homemade, which usually dates it before about 1910. Between 1900 and 1920, manufactured skis became easily available by mail order and were cheap enough that only very dedicated skiers would spend the time to create something more specialized. Very long skis (more than nine feet) are certainly more than 100 years old and were probably carved by the skier himself (or by his pa). Handcarved skis were usually of local lumber—most often birch, pine or fir. These soft woods are light and easily worked. Fangel notes that early handmade skis are common but almost impossible to date. With the mining boom in Western states beginning around 1850, demand for skis was high and local carpenters filled the need. According to Richard Allen, ISHA board member and owner of VintageSkiWorld.com, there are important regional styles. For cross-country skis, Swedes and Finns made very narrow skis, typically less than 2.5 inches (65 mm) wide, while Norwegians and their North American descendants liked skis to be three or four inches wide (more than 70 mm).
Skis carved from a single plank (that is, not built up of laminations) usually had a nipple (you might call it a unicorn horn or a figurehead; old-timers call it a sugar cube). This served several purposes: It thickened the tip at a critical point to prevent the wood from splitting, it served as an attachment point when steaming the bend into the shovel or fixing a spreader to preserve the tip turn or for climbing skins, and, says Allen, trappers reportedly used the horn to kick at hostile carnivores. If there’s no horn, the end of the tip is probably carved thicker than the ski’s shovel to prevent splitting. “Ridgetop” skis are also typically carved from a single plank. The ridgetop was the only way a carpenter could make a ski torsionally forgiving without losing longitudinal stiffness and breaking strength. The top spine also helped the ski shed snow, notes Fangel.
Fangel uses this general classification: A ski with a flat top and scribed with decorative lines is from the 1920s; with a sugar cube, from the 1930s; with a round tip, from the 1940s. At Allen’s VintageSkiWorld website you’ll find a free appraisal service (vintageskiworld.com/vintage-ski-appraisals-s/200.htm). Fill in the form and attach photos, and Allen will identify the skis and estimate what they’re worth as antiques. (Disclaimer: Allen is an ISHA board member; this paragraph does not constitute an endorsement of his commercial
endeavors.)
Manufactured skis: Mass production of skis began in Scandinavia in the 1870s, when tungsten-steel hand tools from England first became widely available. By 1888, Norwegian immigrants had launched factories in Wisconsin and Minnesota. The factories became big business with the introduction of high-speed motorized sawblades around 1900. Manufactured skis came in four flavors: hickory, maple, ash and pine. Hickory, the choice for fast, powerful high-performance jumping and Alpine racing skis, is heavy and hard, and the wood selected for skis has a very straight grain pattern. Maple is nearly as hard and heavy as hickory. Ash was a bit lighter and whippier, and made for better slalom and cross-country skis. All three hardwoods materials were far more durable and expensive than pine, which was the lightest in weight.
Look at the bottom of the ski
If it has steel edges, it was made (or modified) after about 1928, and more likely after 1930 (the Lettner steel edge was patented in Austria in 1926). Most, but not all ski soles were finished with pine tar (a dark brown or black preparation) until the invention, in 1921, of slick, waterproof nitrocellulose lacquer. During the 1930s most factories waterproofed the wooden sole of the ski with nitrocellulose lacquer, often in a bright color. This stuff wore out, however, and skiers repainted their bases themselves with cans of store-bought lacquer.
Beginning around 1938, very expensive skis might have had a hard plastic base (of phenolic or Bakelite plastic). If the base is of celluloid (Cellulix or similar brand name), the date of manufacture is between 1945 and around 1959. If the base is polyethylene (a bit softer and waxier to the touch than Bakelite or Cellulix), the ski was made after 1954, and probably after 1957. Cheap skis continued to use lacquer bases into the 1950s.
Laminated skis, made from multiple layers, became commercially available with the adoption of waterproof casein glues after 1933.
Look at the top of the ski. Beginning around 1950, a few skis got plastic topskins in various colors. Makers of top-quality hickory skis often continued to use a clear varnish finish to show off the perfection of the wood grain, but plastic armor grew gradually more popular. Cheaper skis imitated the look with eye-catching paint jobs.
Look at the bindings
Huitfeldt binding, from 1894. Courtey
Holmenkollen Museum.
Often the best way to estimate a ski’s birthday is by the date of manufacture of the binding. Up to about 1890 nearly all skis were equipped with leather-strap bindings. Toe straps were either nailed or screwed to the ski, or passed through a horizontal hole (a mortise) drilled through from side to side. Metal parts began to appear with the introduction of the Huitfeldt “bolt” binding in 1894. Fritz Huitfeldt passed a bolt through the mortise and attached the toe straps to its ends. Soon he began using a flat iron bar (a “strap”) passed through the ski and turned up at the ends to form a toe iron, locating the boot toe laterally. The leather straps over the toe and around the heel were anchored to these iron “ears.” Skis with Huitfeldt-type bindings were made into the late 1920s. One advantage was that the relatively soft iron strap could be hammered into a shape that fit snugly to the skier’s boot.
Eriksen binding, from 1920.
Holmenkollen Museum
From 1913 on, skiers began to transition to toe irons stamped from harder steel and screwed solidly to the top of the ski. The Bergendahl-style binding, introduced in 1913, was made in two halves so it could be adjusted to the shape of the boot sole. In 1920, Marius Eriksen patented a toe iron with adjustable side plates, allowing readjustment if the skier changed boots. This became the pattern for all of the “beartrap” toe irons to follow.
A few surviving skis are equipped with the Zdarsky mechanical binding (patented 1896) or its derivative Bilgeri binding (1910). These stabilized the boot on a hinged steel plate, rather like some of the Alpine touring bindings of the 1970s and ’80s. They were manufactured in some quantity for the Austrian army during World War I.
1927 and ’28 were important years for bindings. The first year brought the introduction of the Rottefella, or pin binding. for cross-country skis. Rottefella means rat trap, which describes the appearance of the pivoting bail used to lock down the toe of the running shoe to engage a set of locating pins. Fangel points out that the original Rottefella bindings used six pins. In the late 1940s, they changed to four pins, and then three pins after 1960.
First Kandahar binding, 1928. Photo
courtesy Swiss Ski Museum
In 1928, Guido and Henry Reuge introduced the Kandahar Alpine binding. It used an Eriksen-style toe iron and a spring-loaded cable around the boot heel; the cable hooked under a steel lug screwed to the sidewall of the ski to lock the heel down for Alpine racing. The Kandahar was widely imitated and became the standard rig for all Alpine skiing until well after European factories introduced “cable-less” heel bindings in 1966.
The first bindings designed to release in a fall reached the market just before World War II but became popular only after civilian skiing resumed after the war. Most release toes were used with Kandahar-style heel cables, but a few releasing heels, like the Cubco and Miller, went on sale before 1950. Dedicated releasing heel units (at the time often called “cable-less” heels) from European factories (Marker, Salomon, Look, Tyrolia, Geze, etc.) came into the market beginning in 1966.
The modern DIN adjustment system came into use in 1980. Bindings made before then have adjuster scales reading 1-2-3-4. Bindings for adults made from 1980 onward have scales that read 4-5-6-7-8 or 5-6-7-8-9-10.
A fairly reliable guide to age is patent filings. If you can identify the binding brand, there’s a good chance the U.S. Patent Office has the original drawings. See patents.google.com as a start. Patents are often filed under the name of the company founder rather than the brand (e.g., Jean Beyl for Look, Mitch Cubberley for Cubco or Hannes Marker for his eponymous company.)
Bear in mind that skiers often replaced old bindings with newer models. This means that skis can be many years older than their bindings; when that’s the case, you may see one or more sets of filled-in binding holes.
Seth Masia is president of ISHA. He wrote “Skiers in Revolt” for the March-April issue of Skiing History.
Academics, manufacturers and retailers have been wrangling over safety standards for almost 50 years. They're not done yet.
During the boom years of the 1950s and ’60s, skiing grew in spite of its broken-leg image. A leg in a cast was skiing’s first example of a meme, but the image was grounded in reality. In 1970, skiers suffered an average of seven medically significant injuries per 1,000 skier days, enough to arouse the attention of the Consumer Product Safety Commission (CPSC), which rattled the sabre of regulation. The possibility of government intervention caught the attention of an enthusiastic skier named Gene Bahniuk, who also happened to be an M.D., Ph.D. and a professor of mechanical engineering at Case Western Reserve University. In 1970 he began devising ways to test binding function in his lab.
Dr. Eugene Bahniuk
In April 1972, Bahniuk met with a cadre of some 60 academics, equipment suppliers and retailers to form subcommittee F08.14 of the American Society for Testing and Materials (ASTM) Committee on Sports Safety. The purpose was to develop standards for snow-skiing equipment. (With Bahniuk at the helm, the subcommittee would earn full committee status in 1982, with the designation F27.)
For the new subcommittee’s work to be effective, it needed to coordinate with the worldwide standards development community, so in 1973 Bahniuk led the first U.S. delegation to the International Standards Organization (ISO) committee on skiing, TC83. Bahniuk and his cohort soon realized that, in any discussion of product standards, politics and commercial interests were perpetually in play.
ISO included delegates from all the European national standards–setting institutions, representing the majority of ski, boot and binding manufacturers, most of whom were voting members of their national organizations. America’s official ISO representative is the American National Standards Institute (ANSI), which issues ski-related standards on subjects such as lift design and maintenance. On issues of skier safety, ISO continues to recognize ASTM F27 as the governing American committee.
Perhaps the most important contribution F27 made to safety standards stemmed from the Sugarbush Study (actually conducted at the resort’s northern peak, known then as Glen Ellen). The Sugarbush Study relied on ski-patrol accident reports to log ski injuries; it also captured a full medical report and several diagnostic tests on each injured skier’s ski/binding/boot system.
Carl Ettlinger. Courtesy Heidi
Ettlinger.
The equipment inspections were performed on a machine designed by Bahniuk and Carl Ettlinger, a mechanical engineer and founder of Vermont Ski Safety Equipment. The device simulated the stresses on a mechanical tibia under a variety of loads applied to the ski. These well-controlled tests produced a mother lode of data, which laid bare exactly where the gear had failed to release within recognized norms.
Two tests in particular exposed the limitations of many boot/binding combinations made in the 1970s: a test for release under forward-twisting loads (1.6) and a similar test (1.10) for backward-twisting forces. Modified versions of these tests are now recognized in both ASTM F504 and ISO 9462, and they’re still predictive of system malfunction and skier injury. They are particularly relevant in today’s marketplace, where three different boot sole norms co-exist and a wild profusion of binding options confronts skiers who want to join the rapidly growing ranks of backcountry tourers. And that’s the irony: Fifty years on, manufacturers and standards organizations have still not resolved all the issues, and a whole class of skiers continues to suffer tibial injuries (see “Transatlantic War,” below).
Research Drives Standards Development
Dr. Robert Johnson. UVM photo
The Sugarbush Study revealed two principal culprits contributing to the torrent of lower-leg injuries: boot sole materials and shapes, and the absence of an anti-friction device (AFD) under the ball of the foot. The resolution of these two problems resulted in a steep, swift and lasting drop in lower-leg fractures.
It’s impossible to overstate the value of the Sugarbush Study to skier safety. The costs savings to American skiers for tibia fractures alone amount to nearly $600 million a year in medical expenses and an equal amount in non-medical costs, or roughly a billion dollars saved every ski season—even before we consider pain, suffering and lost business.
Dr. Jake Shealy. Guidance
Engineering photo
Three men were largely responsible for establishing this research bonanza: Ettlinger, who oversaw all the on-site equipment inspections; Dr. Robert Johnson, who supervised the medical evaluations; and Dr. Jasper Shealy, who provided statistical analysis of the data. Since the early 1970s, this underappreciated trio has published over a hundred papers, articles, abstracts and book chapters on the causes and prevention of ski injuries.
All three of the principals were early members of ASTM F08.14. Ettlinger chaired pivotal committees on binding specifications and shop practices. They started the process that eventually led to internationally recognized standards that allowed skiers to mix any Alpine boot with any Alpine binding, while shrinking binding-related injuries by 97 percent.
Hanson sole was incompatible
with Spademan plate.
This phenomenal success story faced long odds. The only way to achieve compatible boot and binding combinations was to standardize how both pieces of the puzzle would interface, which meant the boot sole had to be a constant, not a variable. Fashion-conscious boot designers didn’t want to be constrained by boot-sole standards, nor did they want hundreds of thousands of dollars of boot shell molds to be rendered obsolete by the stroke of some academic’s pen. A single example was the confrontation between binding innovator Dr. Richard Spademan, who wanted boot soles to provide a stable platform for his screwed-on binding plate, and the bootmakers Chris and Denny Hanson, who produced boots with a sculpted arch at midsole. After a couple of years of wrangling, the two sides were driven by the realities of the rental market to a 1977 compromise.
The first organization to ratify the new boot-sole specification was the German Standards Institute (DIN), in 1978. Thus the term “DIN sole” entered the lexicon. The standard Alpine sole is still commonly referred to as a DIN sole in America, although ASTM has its own boot-sole standard (F944) and ISO adopted the DIN norm as its own (ISO 5355) in 1987. The release-values chart used in ski shops today follows ISO (ISO 8061) and ASTM F-939 specifications, not the old DIN method, yet we still refer to a skier’s release-indicator value as his or her DIN. Some habits die hard.
Based on the Alpine boot-sole norm, a parallel set of specifications could be defined for Alpine bindings. At an ISO meeting in 1987, Ettlinger agreed not to proceed with an ASTM binding performance standard as long as ISO’s version respected the research being done by ASTM members. The ratification process is a slow train with a lot of stops, some of them trivial. For instance, Ettlinger insisted that release-value markings over 10 be “optically different,” by which he meant they should be printed in red, to represent a danger zone. Gilbert Delouche, the head of Salomon’s patent department, shrugged this off, noting in private that “the number 11 is optically different from 10.” In other words, he already had a defense for ignoring the intent of Ettlinger’s language.
In the late 1990s, ISO finally passed a binding specification (ISO 9462), so that every boot with a standard sole would function properly with a binding that met the new standard. Manufacturers adopted the draft standard early on, so that by the time 9462 went into effect, tibia fractures had been nearly eradicated, dropping from the pre-standards level of 40 percent of reported injuries to less than 1 percent. Lower extremity injuries generated by forward falls had dropped by 80 percent, and injuries generated by twisting forces plummeted by more than 90 percent.
And that would seem to have solved the problem for Alpine skiing, at least for injuries below the knee. But a new class of skiers was quickly emerging, dedicated to alpine touring (AT) or randonée skiing. These skiers preferred convertible free-heel/locked-heel releasable bindings and lightweight boots with rubber-traction soles—and those boots just didn’t function well with Alpine bindings. For those skiers, it might as well be 1970. For that story, see the The Transatlantic War over Standards below.
The Transatlantic War over Standards
Backcountry boots and European shop standards remain open questions
GripWalk boot soles make
walking easier but are
incompatible with some Alpine
bindings. Dalbello photo.
By 2015, when ISO 9523 was adopted to standardize the AT boot/binding interface, the climb-to-ski movement was in full swing and a generation of products—developed in advance of the standard—was in wide use. These new Alpine/AT hybrid boots with metal toe inserts received the stamp of approval from Germany’s Technical Inspection Association (TÜV). But testing at Guidance Engineering in Seattle revealed that the inserts could damage the toe unit interface of Alpine bindings, significantly increasing the torque required for release. Moreover, some rubber-soled AT boots could damage mechanical AFDs, resulting in elevated torque required to release. At the next ISO meeting, the ASTM delegation presented these findings. They were greeted with acrimony and even threats. ISO flatly refused to acknowledge any problem, and TÜV continued to bless the hybrid boot/Alpine binding combo.
The crux of this kerfuffle stemmed from an allowance in ISO 9462 for two acceptable methods of determining compliance, one that followed the protocols of the proposed ASTM standard 65030, and one that used less stringent criteria, followed by the TÜV. In an effort to move the ball forward, the ASTM delegation asked that its version of 1.6 and 1.10 be adopted by ISO, proposing a round-robin test be conducted to validate their recommendations.
Many ski mountaineering boots
make no pretense to meet ski-
boot sole standards.
That was in 2018. Since then, the American contingent has continued testing according to the proposed 65030, while efforts to get a round-robin test off the ground have been repeatedly delayed. As of this writing, there’s a chance the no-test logjam will break, while ISO and TÜV remain adamant that the status quo is working.
While the standard-setting institutes tussled behind closed doors, skiers were clamoring for a third alternative, one that took advantage of ISO’s 9523, which offered a traction sole for walking/climbing that still worked with Alpine bindings. Two incarnations of this concept competed in the market: GripWalk, developed first by Dalbello in collaboration with Marker, and Walk-to-Ride (WTR), shared by the French brands Salomon and Rossignol. The GripWalk binding design was meant to mate with a GripWalk boot sole that, when it was first launched, had yet to be ratified. GripWalk made a remarkably swift five-year transition from its commercial introduction to an ISO standard (ISO 23223) that sanctioned its design. Compared to the 17 years it took to adopt the ASTM shop practices standards, the treaded Alpine binding–compatible boot sole standard practically raced through the process. But the multiplication of binding norms created new opportunities to assemble incompatible binding/boot systems.
According to ASTM members, their proposals have been stonewalled for the past 40 years, usually to protect European commercial interests. One veteran of many meetings encapsulated the Groundhog Day experiences of the American delegation: “From the late ’80s, early ’90s, the ASTM delegation to ISO repeatedly raised the issue of the impending problem with AT and mountaineering equipment that would appear to pass simple shop testing (unweighted twist and pure forward lean) but fail under real-world conditions such as combined loading, weighted twisting falls, etc., to no avail. Now we have essentially reinvented the wheel and déjà vu is here again. Alas, as there is no longer any good surveillance study like the Sugarbush Study there is no hard epidemiological data to point to.”
Another long-standing ASTM delegate provided this terse summary of the past four decades of wrangling: “ASTM acts in the best interests of skiers, ski shops and ski areas; ISO acts in the best interest of a couple of manufacturers.”
The impasse at the ISO shouldn’t pose a risk to AT skiers (and their retailers) as long as they take care not to mix boots with incompatible binding systems. The days of total compatibility assurance are over, and despite the adoption of ISO 9523:2015, not all AT soles meet it. It’s best to have separate set-ups for lift-served and climb-to-ski days. The lightweight pin bindings intended for climbing do not meet performance standards for Alpine bindings and are not designed for the stresses of everyday in-resort skiing.
Shop Practices Make Headway in Europe
ASTM also took the lead in the field of shop practices. The last person who sees a ski/binding/boot system before it goes out on the hill is the binding technician who mounted and/or adjusted it. The shop-practices standards—F1063 for retail systems and F1064 for rentals —delineate the entire inspection process, including measuring the torque required to release the boot at both the toe and heel to ensure they release within specified tolerances.
In the early 1980s, as standards neared ratification, neither the retail nor the rental market were equipped to measure release values reliably. (Full disclosure: I was general secretary of F27 at the time and contributed to what would become their final drafts, in close collaboration with Ettlinger and David Cleary, counsel for the National Ski Areas Association.) At the time, hundreds of new lawsuits over alleged binding malfunction were filed each season against ski shops and binding suppliers. If suddenly they all had to perform tests for which they didn’t have the tools or training, their already crazy level of liability exposure would go off the charts.
A compromise was reached: It called for a two-season window in which the standards wouldn’t be required, but they would be disseminated to the dealer community, along with appropriate training programs. By 1987, any American dealer’s indemnity against litigation was contingent upon documented compliance with the corresponding ASTM shop-practices standards.
Implementation of the ASTM shop-practices standards succeeded at every level. Shops and rental operations that adhered to the standards were indemnified by the binding suppliers, who saw their liability exposure plummet as the number of lawsuits dwindled to a trickle. Skiers were the greatest beneficiaries of their adoption, as evidenced in the continued decline in the injury rate.
While the ASTM standards on shop practices have effectively been in force in the U.S. since that time, so far only Germany, Austria and Switzerland have adopted retail and rental standards based on the U.S. model, and compliance even in these countries remains voluntary. In their defense, the European delegates to ISO point out that the driving force behind the U.S. shop-practices’ standards is a litigious society that will pounce on any opportunity to recover the high costs of personal injuries. The European attitude is that skiers accept the risk of injury as an inherent part of the sport. The American perspective counters: We have the technology to cull bad actors out of the commercial environment. Why not use it?
Longtime contributor Jackson Hogen participated in standards development as part of his career at Salomon, 1978–87. He wrote about carving skis in the May-June 2020 issue of Skiing History.
Sven Coomer recalls the design process leading to Nordica’s groundbreaking boots.
As told to Seth Masia
In 1962, I went to Chamonix to watch the FIS World Championships and got to train with the French team. I also met Hans Heierling, who was meeting with Trappeur to license their Elite boot, in which the French team was having great success. Nordica took a license, too. I wasted no time getting to Davos to see Heierling’s manufacturing operation. I got a job on the trail crew. Every afternoon for two weeks, after avalanche control and snow maintenance, I visited the boot factory, watching every step of the process while they made my first pair of custom leather double-lace boots.
Photo above: Sven today, with the leather Sapporo of 1969. It was the first boot with both a high back and high tongue. Kathy Richland photo.
State of the art in 1963:
Heierling licensed the Le
Trappeur Elite design, as did
Nordica. The design won medals
at the 1964 and 1968 Olympics.
I first saw plastic boots in 1965, when I skied with Vail Ski School Director Morrie Shepard, and he offered me the job as his assistant. Morrie was Bob Lange’s ski instructor, and he was skiing in Lange’s double-lace, pre-production boot (Morrie soon went to work full time for Lange). Instead of working in Vail, I accepted the ski school director’s job at the PSIA
State of the art, 1967. Canadian
coach Dave Jacobs told Bob
Lange to raise the heel and lock
the hinge. The changes didn't
make the boot fit better.
experimental ski school in Solitude, Utah, which sounded much more interesting in the first years of the PSIA [Professional Ski Instructors Association]. After a year at Solitude, I moved on to run ski schools at Mt. Rose and Slide Mountain near Lake Tahoe. In the spring of 1967, Doug Pfeiffer, editor of Skiing magazine, invited me to Mammoth in April and May for the first magazine ski tests. Over six weeks I found that testing equipment, analyzing and problem solving were my true calling. Doug then invited me to New York each summer to write up our ski test reports and compose technical articles on equipment and the emerging techniques of the time.
During the tests in 1967, ‘68 and ‘69, Junior Bounous came to Mammoth to test Rosemount fiberglass boots and asked me to try them. They were very comfortable, with the side-hinge entry-exit door and a collection of fitting pillows to insert in several pockets to adjust the comfort and support. With the mechanical hinging action and very rigid sole, it was a significant contrast to my Nordica leather race boots. When the Canadian team trained at Mammoth, Rod “Yogi” Hebron lent me his Lange plastic race boots. They made my feet numb, as if with Novocain. I couldn’t feel the skis. By comparing the plastics directly to my leather boots, one on each foot, I really noticed that the plastic had the effect of isolating the delicate sensitivity and proprioception and balance feeling of the feet for the skis and snow. That is, the “feeling of leather” was absent.
Leather boots, when well fitted, were stiff and sometimes bruising for a week or two, then felt great. They were good for two weeks of hard skiing and then went soft. We tried reinforcing the leather with layers of fiberglass, with disappointing results. Every brand in the boot business was convinced that plastic would be the final cure for the woes of leather boots. But the first generation of plastic boots, and especially the racing Langes, never grew comfortable. It looked like plastic promised only more durability than leather, and maybe drier feet.
During testing in the spring of 1968, I met Norm McLeod from Beconta, the importer of Nordica boots, Look bindings and Völkl skis. Beconta had kindly supplied me with Nordica boots while I was directing ski schools, and I supplied constructive feedback. We rode Mammoth’s Lift 3 and Norm asked what I thought about plastic boots. “They are interesting,” I told him. “Their impressive durability and shell stability marks them as inevitable. It’s obviously the future, but they still have a long way to go. They are unpredictable. There’s perhaps too much support, and I can’t feel or ski with my feet. They force me to emphasize with my knees, using knee-hooking to start turns. And they hurt!”
We talked for hours about ski boots, and he offered me a job. I joined the company at their San Francisco warehouse early in 1969.
Nordica was playing catch-up to Lange and Rosemount. Lange made a big splash at the 1966 World Championships in Portillo, on the new World Cup circuit in 1967 and at the 1968 Grenoble Olympics. Nordica needed a response. They already had injection-molding machines for the outsoles, but Nordica’s designers were leather-boot artisans and didn’t know how to engineer plastic boots to be truly functional. In 1968 they made a big investment in molds and shot a line of “Astral” thermoplastic shells for introduction in ’69, but these were too narrow and worked no better than existing plastic boots.
I settled in at Beconta with a plan to perfect their leather race boot, then find a way to duplicate that fit and performance in plastic. I fed design ideas to Norm, who airmailed them to Nordica in Montebelluna, Italy. The summary that sealed my relationship with Nordica was about developing integrated high-back boots. Norm told me they were very excited about that and wanted to meet me. Nordica asked me to move to Italy and work in the factory.
Their team of brilliant artisans, led by Piero Martin Iego and Otto Heinz Izzo, made dozens of different custom leather boots and we tried them out with the U.S. and Italian ski teams. Our key discovery was that the high-back should be countered by an equally high tongue, so that the tibia was “centered” with the ankle at its optimum-strength angle.
With racer feedback, I compiled a list of 173 functional design criteria. Then we combined all these ideas into the Sapporo leather slalom boot (see photo, top of page). We got it to racers for the 1969 model year, and we had a number of top slalom skiers in it while everyone else was in Langes. A couple of years later, Fernando Francisco Ochoa won the 1972 Olympic slalom in the Sapporo boot.
Nordica Olympic (1971) replicated all
the features of the leather Sapporo. The
one-piece plastic shell was replaced by
the two-piece Astral Slalom. Coomer
collection.
Long before that, we pushed ahead to translate the design into plastic. We created a beautifully handcrafted leather inner boot and shaped a shell mold to cradle it accurately. The first result, the Olympic, was a one-piece design (shell and cuff molded as a single unit) based on the final version of Ochoa’s boot. It gave racers tremendous edging power and embodied criteria still used today in all top race boots.
But in 1971–72, Henke had trouble with their plastic boots. The weak plastic cuff straps broke and the warranty costs put Henke out of business. The single mold for the Olympic was difficult to inject and we worried about weakening the cuff straps with voids in the plastic. So the boot was retired prematurely.
Astral Slalom (1972) -- the "banana
boot." Coomer collection.
We reworked the shell shapes into a two-piece design, where the separate cuff was a much easier item to injection-mold. That hinged-cuff design reached the market in 1971 as the second-generation Astral series. The real innovation was subtle. Where every other high-performance boot on the market had adopted a high-back “spoiler,” the Astral had a spoiler and a high tongue—higher than the spoiler, in fact. The following year we offered the locked-hinge Slalom model. In North America, it was bright yellow and thus became the “banana boot.” It made all the other race boots on the market look obsolete and cemented Nordica’s worldwide market share at 30 percent.
Sven Coomer will be inducted into the U.S. Ski and Snowboard Hall of Fame, Class of 2022, in the spring of 2023.
The VR17, engineered for French ski racers, was imitated by ski factories around the world.
From the January-February 2022 issue
The Dynamic VR17 remains legendary, and for good reason. With its hickory core, fiberglass torsion-box construction, “cracked” flexible edge, stiff tail and rear-waisted sidecut, the ski set the standard for slalom performance beginning in 1966. For the next two decades most of the slalom racing skis built around the world copied the VR17’s design details. VR17 clones, exact or approximate, were made by Dynastar, Lange, Head, Durafiber, K2, Völkl, Fischer, Atomic, Blizzard, Hexcel, Olin, Elan and possibly others.
Photo top: Billy Kidd en route to the 1970 combined world championship, on the VR17.
The ski was developed in the tiny agricultural commune of Sillans en Isère, population about 830. Sillans lies about 10 miles west of Voiron, where Abel Rossignol had been manufacturing skis since 1907. Two significant workshops comprised most of what might be called industry in Sillans. The Carrier family made shoes for farmers and hunters, and right next door the Michal family made wooden shuttles for the silk factories of Lyons and, occasionally, furniture.
Paul Michal (left), Michel Arpin and Marcel
Carrier out for a stroll. Courtesy J-C Verhilac.
Marcel Carrier, representing the third generation to manage the shoe factory, ran off at age 17 to fight in World War I. Returning in 1918 he was enamored of skiing and started to make ski boots. In 1930, with Alpine racing just emerging as a high-speed spectator sport (see “Alpine Revolution,” January–February 2021), Carrier recognized that the new Kandahar cable bindings, which fastened down the heel, would need stiffer, more specialized ski boots—and he made them under a new label, Le Trappeur. In 1931 he approached 19-year-old Emile Allais, the rising star of French ski racing, who agreed to use the new boots. The following year Carrier began marketing the boot in North America; the success of the brand helped Sillans weather the Depression.
After Allais visited the shop in 1931, Carrier popped next door and asked his close friend Paul Michal, then training to take over the family woodworking shop, to make some skis. Michal knew little about skiing, but local ski champion André Jamet loaned him a pair of Norwegian skis to copy. Michal found making skis far more interesting than turning out shuttles and bobbins (just as Abel Rossignol had done a generation earlier). With his brother-in-law, Jean Berthet, in 1934 he began selling Alpine skis under the brand name Skis M.B. (Michal and Berthet). In 1937, the brand name became Nivôse. Derived from the Latin word for snowy, it was the name of his distributor, a new ski-clothing company in Lyon.
After 1934, with the introduction of laminated skis, ski-making on an industrial scale became an innovative business. Rather than license the Splitkein patent for laminated skis, Dynamic continued to carve skis from single planks, in hickory or ash. In 1936, in order to more accurately pair skis, Michal invented a “dynamometer,” a device to test the flex of each ski before the final varnish sealed the matching serial numbers. And he rebranded his skis as Nivôse -Dynamic, for “DYNAmometer” and “MIChal.” It was the first Alpine Olympic year.
1950 crosscut of the 24-laminate
Dynamic K, with Cellolix base and
channels for the continuous edge. From
George Joubert's book Modern Technique,
1957.
During World War II, ski production ceased as the Nazis forced Michal to make wooden shoe-soles for export to Germany. After Liberation in August 1944, he was reluctant to resume making the old pre-war ski designs. Michal resumed production, now building skis with 24 hardwood laminations. (Berthet remained a partner but left Sillans to run a factory in Reims). In 1946, Michal hired downhill world champion James Couttet as ski tester and technical adviser.
Michal and Couttet hoped to improve glide speed, and among other solutions, Michal sought out Xavier Convert, who manufactured celluloid plastic for combs. Convert was trying to revive business for his factory in Oyonnax, which today is the center of the French plastics industry. He proposed to create solid celluloid bases for skis. Celluloid would make a tough and permanently waterproof base that should also glide well.
Little was known about how to make a ski glide faster, other than to paint on a slick waterproof lacquer and hit the right wax (see “Walter Kofler Invents the Polyethylene Base,” November–December 2021). Insulating bases did work better than heat-conducting surfaces like aluminum and steel, however, so a plastic armor plate showed promise. The new “Cellolix” base offered an advantage to racers, especially in combination with a new Michal invention: the hidden, low-drag continuous L-section edge. Michal applied for a patent on the edge in 1949 and built the Dynamic K race ski with it beginning around 1950. Recreational skiers, however, didn’t see a reason to pay extra for that edge, and eventually he let the patent lapse. Truth be told, Michal wasn’t interested in selling recreational skis. If a ski worked for racers, he claimed, it should work for every skier.
Michal thought of himself as an artisan in wood, tweaking his skis to meet the needs of the ski racers who came to Sillans to talk to him. In the years before bombed-out Austrian factories rebuilt, Michal equipped Austrian as well as French racers. By 1950, dozens of top racers from all the Alpine nations rode to victory on Dynamic’s K model, with 24 laminates of hickory, continuous edges and Cellolix bottoms. The list included Othmar Schneider, Anderl Molterer, James Couttet, François Bonlieu and Charles Bozon. Then in 1954 Austrian and Swiss skiers got Kofix polyethylene bases and Dynamic lost its speed advantage. Dynamic finally offered polyethylene as an option on the ash Slalom Leger and hickory Slalom Géant in 1959. Michal called the new base Polyrex.
Charles Bozon winning bronze in slalom
at the 1960 Olympics, on wooden
Dynamics. Two years later he won the
slalom world championship. Club des Sports
Chamonix-Mont Blanc
By 1950, metal skis were edging into the market, in part because celluloid had solved the problem of bare metal’s poor glide. Michal was never a fan of metal in skis, and around 1955 he turned his attention to fiberglass, partly at the behest of Claude Joseph, who manufactured polyester resin and corrugated fiberglass panels. Progress was slow, based on trial-and-error tests with racers, notably Olympic medalist Charles Bozon. In 1960 Michal realized that he needed a more systematic approach to product development. He took a number of structural engineering courses at the University of Grenoble, focusing on spring rates and inertia. He also hired Michel Arpin, the racer who had become Jean-Claude Killy’s mentor and technician.
In 1963 the team built the glass-wrapped polyester-resin/fiberglass Compound RG5 racing ski, built by Dynamic in Sillans. Joseph founded Dynastar, in Sallanches, to make the consumer-sales version. The name meant resin-glass, five years in development.
Dynamic and Dynastar parted ways. In 1964, Michal introduced the VR7 as Dynamic’s new race ski, largely of Bozon’s design. The name meant Verre Resine (resin glass), seven years in development.That summer, Bozon was one of 14 climbers killed in an avalanche above Chamonix. Michal’s son Jean joined the company and created its first logo, the familiar double-bar chevron.
That summer, Bozon was one of 14 climbers killed in an avalanche above Chamonix. Michal’s son Jean joined the company and created its first logo, the familiar double-bar chevron.
Arpin, with Killy’s input, created the VR17 to help racers take full advantage of the new forward-canted boots and avalement technique (see “Le Trappeur Elite” and “Avalement,” July–August 2021). The VR17 moved the waist back from the ball of the foot to the heel, because that was where French racers were driving the turn, and for the same reason had a stiffer tail. The ski was also built with tough epoxy rather than polyester resin, and – perhaps most important -- had a new super-flexible “cracked” edge—one continuous piece of steel with segments engineered into the visible part of the L-shape. This construction took the vibrational frequency of steel out of the ski’s dynamic behavior, letting the glass-wrapped box dampen chatter at its natural rate. Because the edge no longer contributed to lengthwise flex, the ski was made thicker, which significantly increased the torsional stiffness. The segmented edge also cut into ice like a serrated knife.
Michel Arpin with Jean Claude Killy,
among Dynamic's race stock VR17
inventory. Private collection.
In 1966 Arpin dropped off the ski team to work full time building skis for Killy and a few more top French skiers, at a time when the team, and Killy in particular, dominated Alpine racing season after season. Racers weren’t allowed to endorse products directly, so French skiers were free to use Rossignols or VR17s, depending on which they felt would be fastest on the day’s course conditions.
In 1963, Michal turned over day-to-day operations to his son Jean, and served as fully involved chairman. He still focused on race skis, built by a small, elite crew headed by Paul Serra. But Michal, at heart an artisanal woodworker, regarded every Dynamic ski as a custom build for some racer, somewhere. The torsion box had been a genius idea: fiberglass wrapped around the core eliminated any chance of structural delamination, and the glass fibers could be spiral-wrapped to fine-tune the balance between torsional and beam flex. Racers like Killy and Billy Kidd won races and championships on their Dynamics, and other factories imitated the design.
Paul Michal retired for good in 1967. Under Jean Michal’s management, sales boomed. In 1969, Bob Lange signed a contract to import Dynamic to North America and even to build VR17s in his new factory in Broomfield, Colorado.
The market became increasingly competitive, and rival brands sold many thousands of recreational skis to subsidize their custom-built race models. Paul Michal’s assurance that anyone could ski on the VR17 was pure nonsense. The ski required strength, speed and catlike reactions. “It rewards brilliance and punishes mediocrity,” said one wag at the time.
But expert skiers around the world wanted VR17s, and the factory couldn’t meet demand. U.S. production stopped when Lange lost control of his company in 1973. Ian Ferguson, Lange’s sales manager, noted that manufacturing quality for consumer-market skis deteriorated, at least in the Boulder factory. The assembly process was sloppy, he said. A worker wrapped the core in the requisite layers of fiberglass cloth, soaked it with liquid resin and placed the assembly in the mold. Variations in the resin volume plus wrinkles, folds and air bubbles made the ski’s ultimate flex and strength unpredictable. Pair-matching wasn’t precise, either, because skis were measured for shovel and tail flex but not for full-length flex or torsion.
In 1971, to finance larger production, the partners Paul Michal, Jean Berthet and Marcel Carrier sold a share of the company to an investment group. Within a year, they sold all their shares, leaving the new management company in control. Jean Michal left, in disgust, in 1973.
The fact was that cloned designs from other factories worked just as well and had better quality control. Eventually a mass-production version, the VR27, was marketed worldwide, along with a series of softer recreational skis.
Unable to expand production profitably, the new owners sold the company to Atomic in 1988. Atomic moved production to Austria and closed the Sillans factory in 1994.
Today you can find the Dynamic VR17 brand on boutique skis made in Italy. As for Paul Michal, he remained innovative, filing for a patent as late as 1975. He died in 1983.
Sources for this story include Jean Michal; Nicole Chabah: Sillans, petite cite de grandes aventures (Editions Alzieu 2000); Juliette Barthaux, L’innovation dans l’histoire du ski alpin (unpublished master’s thesis, 1987); and interviews with Michel Arpin, Ian Ferguson and Maurice Woehrlé. Many thanks to Albert Parolai and Jean-Charles Verhilac for research assistance.
Seth Masia, president of ISHA, wrote about Kofix in the last issue of Skiing History.
Une Histoire des Skis Dynamic
By Jean Michal
Reviewed by Seth Masia
The skis that led the fiberglass revolution of the 1960s were Rossignol’s Strato, Kneissl’s Red Star and especially Dynamic’s VR17. The VR17, which introduced the cracked edge, torsion box construction and tail-biased flex and sidecut designs, became the pattern for top-performing slalom race skis for the next three decades.
I outlined the story of that ski in the January 2022 issue of Skiing History, but barely scratched the surface. Now Jean Michal, 92-year-old son of Dynamic’s founder and inventive spirit Paul Michal, has published a 280-page history of the company, in French. Michal was the first ski designer to flex-test skis for pair-matching, to introduce a plastic base material that was really faster than waxed hickory, to patent a one-piece “hidden” edge for better glide speed; he invented the torsion box construction and the cracked-steel edge—and he worked hand-in-glove with the world’s best ski racers to help them go faster.
Paul Michal was born in 1902, son of a cabinetmaker and portrait painter who taught those arts in Paris and Quebec. The family returned to their home town, Sillans-en-Isère, in 1923, and set up a shop to build fine furniture and cabinetry. That didn’t pay the bills, but they established a profitable sideline making shuttles for the silk-weaving industry. Paul Junior studied engineering at a technical school in Grenoble, where he met fellow-student Jean Berthet. Upon graduation, Berthet took a job as a mining engineer, and in 1929, married Paul’s sister Jeanne; the following year Paul married the local schoolteacher.
The financial crisis of 1929 closed the mines; the Berthet family returned to Sillans to join the Michal family business. In 1931, Paul’s neighbor and friend Marcel Carrier brought around a pair of skis he wanted duplicated. The shop ran off a few pairs—and the 17th-century barn became a ski factory.
Jean Michal was born at the end of that year, but his mother soon died of a postpartum infection. Heartbroken, and with the woodworking business in Depression-era tatters, Michal talked Berthet into a trip to the Soviet Union, planning to build the Russians a shuttle factory to serve their emerging weaving industry. It didn’t work out: Berthet went home after six months, after realizing that his coworkers were disappearing into the Gulag; Michal lasted another year.
By 1934 the partners were trying to rebuild the Sillans business, under the name Michal, Berthet & Cie., when Michal, while cleaning his motorcycle next to a wood stove, accidentally ignited himself and the factory. He survived second-degree burns to his hands and arms and a near-fatal bout with tetanus. In rebuilding the factory they laid out a more rational system for making skis. Michal supervised technical matters, Berthet assumed responsibility for administration, finance and sales. By this time, skiing was becoming a popular sport, and a real business: the neighboring Carrier shoemaking factory was busy cranking out Le Trappeur ski boots. In 1937 Michal, Berthet forged a distribution deal with a firm in Lyons eager to sell waterproof skiwear under the Nivose (“snowy”) label. Skis M-B became Skis Nivose.
Michal made skis the old-fashioned way, carving them from single planks of hickory (for racers) and ash (for recreational skiers). This meant that each ski’s flex was in some measure determined by the density and pattern of its wood grain. To match skis accurately into pairs, he needed a reliable way to determine their flex. He came up with a machine to flex-test each ski and then stamp a pair of numbers on it: shovel flex and tail flex. A worker could then sort and pair skis by their flex codes. The device was gradually improved and Michal called in a dynamometer; and the skis were renamed Nivose Dynamic (for Dyna-Michal).
Sales picked up; the factory expanded. The production crew of a dozen or so was augmented after each late-summer harvest, when local farmers pitched in to make skis. When France went to war in 1939, most of the workers went into the army; Berthet managed to sell most of the inventory to a Swiss importer, before going into the air force, flying in a reconnaissance squadron. Most of the squadron’s crews were shot down by Messerschmitts; three planes escaped to North Africa, where Berthet demobilized and found a job selling metal products for a French firm.
Back home, the French population was largely impoverished by the German occupation. Michal found a market for wooden shoe-soles, as a substitute for good-quality leather products. Late in the war, the Germans demanded a shipment, and Michal had to comply. The maquis mysteriously got wind of the deal and a railroad car full of shoe soles was burned.
After Liberation, Berthet decided to remain in the metals business, working at Tissmetal in Lyon, but stayed on with Dynamic part-time as a management consultant. The company became Ateliers Michal, and the boss designed a laminated ski, built with 24 strips of ash and hickory, glued together with a high-tech adhesive developed during the war to hold aircraft together, notably the DeHavilland Mosquito. The build process for Dynamic skis was labor- and time-intensive, but it made for a stronger, lighter product and most important, a more consistent flex. Every ski flexed as the average of the laminations, so there was much less variation between skis. Moreover, pairs could be matched closely for flex and liveliness by building them from paired laminations: when a strip of wood was sliced lengthwise, one half went into one ski, the other half into its mate.
Michal also lost no time getting a pair of skis to James Couttet, who loved them. At age 16, Couttet had won the 1938 downhill championship, only to have his career interrupted by the war. Now 24, going into the 1945-46 season, he was ready to pick up where he’d left off, and worked with Michal to develop the fastest-gliding skis possible. Michal started by looking for a tough, waterproof plastic base that would hold wax. In the era before polyethylene, the best plastic available was celluloid – tough enough for billiard balls, piano keys and film stock. He contacted a Xavier Convers, who manufactured celluloid products in Oyannax. Convers agreed to supply “Cellolix” bases, and also recommended celluloid top edges to protect the ski tops. Production began in 1946.
At the same time, Michal wanted to eliminate the snow drag of segmented steel edges with their numerous exposed screw-heads. He doodled up several designs for “hidden” continuous edges, which could be glued under the edges of the plastic base. Moreover the exposed steel surface was much narrower than the draggy screwed-on edges. In 1949 he took out a French patent on the idea. With these inventions – Cellolix, smooth continuous edges. By that time Couttet had used the new fast skis to win the Kandahar trophy in 1947 and 1948 (he would win again in 1950). The new skis were dubbed Dynamic K, for Kandahar.
This was the era before the Austrian ski industry had rebuilt from wartime destruction. Top skiers from Austria, including Othmar Schneider, Pepi Stiegler and Anderl Molterer used the K at the Oslo Olympics in 1952. The ranks of Dynamic K medalists included Andrea Mead Lawrence.
There were more innovations: an adjustable-flex ski (it worked, but was heavy and expensive), steel tail protectors with rubber bumpers, continually improved Cellolix formulas. By the late 1950s, Dynamic race skis were available with polyethylene bases. Slalom specialists asked for a lighter, livelier ski, so Michal came up with core laminations of softer wood to produce the Slalom Léger (light slalom). By 1960, Guy Perillat, Charles Bozon, Francois Bonlieu and Michel Arpin were winning races on it.
Meanwhile, Claude Joseph contacted Michal for help in creating a fiberglass ski. Joseph manufactured glass-reinforced polyester panels, mainly as roofing. By 1962, Michal and his team, which included the slalom champion Charles Bozon, had figured out how to wrap fiberglass and polyester resin around a laminated-ash core to produce the Compound RG5 slalom ski (RG stands for Resin-Glass). At the 1964 Olympics, Christine and Marielle Goitschel won slalom gold and silver on the RG5, and Francois Bonlieu won slalom gold. As far as we know, these are the first Olympic medals won on fiberglass skis—skis built in Sillans, according to Jean Michal.
Claude Joseph claimed otherwise. According to him, the RG5 competition skis were made at an efficient new factory in Sallanches, just downvalley from Chamonix. There Joseph, in partnership with the metal-working company Ressorts du Nord, had a new joint venture called Aluflex, after the aluminum skis Joseph had licensed from the American firm TEY. Aluflex had hired James Couttet and were working hard to seduce Chamonix instructors and patrollers away from Dynamic and Rossignol. In the course of time, the new company would become Dynastar, in imitation of Dynamic.
Once it became clear that Joseph was using Dynamic technology to compete with Dynamic, Michal severed their development contract and quit making the RG5. Instead, Michel Arpin rushed into production with the VR7 (verre resine, seven years in testing) and pushed forward with the VR17 (Charles Bozon was killed in an avalanche in the summer of 1964.)
The VR17 improved on the RG5/VR7 technology in several ways. Based on input from Jean-Claude Killy and his team-mates, the VR17 was molded with epoxy, harder and much tougher than polyester resin. It used another new invention, developed by Bernard Fouillet in conversations with Berthet from Tissmetal: the elastic edge (in North America, we call it the cracked edge). By taking the stiffness and springiness of the steel edge out of the ski flex equation, Bozon and Arpin were able to use thicker layers of glass, improving the torsional stiffness and vibration-damping. The result, introduced in 1965, was an ice-skate on hard snow. The ski won Olympic medals in 1968, 1972 and 1976; until the advent of shaped skis, the VR17 was the pattern for almost every successful slalom ski from factories around the world.
Following Paul Michal’s retirement, the book follows its author’s own career managing Skis Dynamic, and the firm’s gradual dismemberment following its sale in 1971.
Une Histoire des Skis Dynamic, by Jean Michal. 2022, Books on Demand (info@bod.fr). E-book €12, print €25 at fnac.com/a17536645
Feature Image Media
Image
Timestamp
Wed, 08/17/2022 - 1:32 PM
Author Text
By Seth Masia
By Seth Masia
The VR17, engineered for French ski racers, was imitated by ski factories around the world.
From the January-February 2022 issue
The Dynamic VR17 remains legendary, and for good reason. With its hickory core, fiberglass torsion-box construction, “cracked” flexible edge, stiff tail and rear-waisted sidecut, the ski set the standard for slalom performance beginning in 1966. For the next two decades most of the slalom racing skis built around the world copied the VR17’s design details. VR17 clones, exact or approximate, were made by Dynastar, Lange, Head, Durafiber, K2, Völkl, Fischer, Atomic, Blizzard, Hexcel, Olin, Elan and possibly others.
Photo top: Billy Kidd en route to the 1970 combined world championship, on the VR17.
The ski was developed in the tiny agricultural commune of Sillans en Isère, population about 830. Sillans lies about 10 miles west of Voiron, where Abel Rossignol had been manufacturing skis since 1907. Two significant workshops comprised most of what might be called industry in Sillans. The Carrier family made shoes for farmers and hunters, and right next door the Michal family made wooden shuttles for the silk factories of Lyons and, occasionally, furniture.
Paul Michal (left), Michel Arpin and Marcel
Carrier out for a stroll. Courtesy J-C Verhilac.
Marcel Carrier, representing the third generation to manage the shoe factory, ran off at age 17 to fight in World War I. Returning in 1918 he was enamored of skiing and started to make ski boots. In 1930, with Alpine racing just emerging as a high-speed spectator sport (see “Alpine Revolution,” January–February 2021), Carrier recognized that the new Kandahar cable bindings, which fastened down the heel, would need stiffer, more specialized ski boots—and he made them under a new label, Le Trappeur. In 1931 he approached 19-year-old Emile Allais, the rising star of French ski racing, who agreed to use the new boots. The following year Carrier began marketing the boot in North America; the success of the brand helped Sillans weather the Depression.
After Allais visited the shop in 1931, Carrier popped next door and asked his close friend Paul Michal, then training to take over the family woodworking shop, to make some skis. Michal knew little about skiing, but local ski champion André Jamet loaned him a pair of Norwegian skis to copy. Michal found making skis far more interesting than turning out shuttles and bobbins (just as Abel Rossignol had done a generation earlier). With his brother-in-law, Jean Berthet, in 1934 he began selling Alpine skis under the brand name Skis M.B. (Michal and Berthet). In 1937, the brand name became Nivôse. Derived from the Latin word for snowy, it was the name of his distributor, a new ski-clothing company in Lyon.
After 1934, with the introduction of laminated skis, ski-making on an industrial scale became an innovative business. Rather than license the Splitkein patent for laminated skis, Dynamic continued to carve skis from single planks, in hickory or ash. In 1936, in order to more accurately pair skis, Michal invented a “dynamometer,” a device to test the flex of each ski before the final varnish sealed the matching serial numbers. And he rebranded his skis as Nivôse -Dynamic, for “DYNAmometer” and “MIChal.” It was the first Alpine Olympic year.
1950 crosscut of the 24-laminate
Dynamic K, with Cellolix base and
channels for the continuous edge. From
George Joubert's book Modern Technique,
1957.
During World War II, ski production ceased as the Nazis forced Michal to make wooden shoe-soles for export to Germany. After Liberation in August 1944, he was reluctant to resume making the old pre-war ski designs. Michal resumed production, now building skis with 24 hardwood laminations. (Berthet remained a partner but left Sillans to run a factory in Reims). In 1946, Michal hired downhill world champion James Couttet as ski tester and technical adviser.
Michal and Couttet hoped to improve glide speed, and among other solutions, Michal sought out Xavier Convert, who manufactured celluloid plastic for combs. Convert was trying to revive business for his factory in Oyonnax, which today is the center of the French plastics industry. He proposed to create solid celluloid bases for skis. Celluloid would make a tough and permanently waterproof base that should also glide well.
Little was known about how to make a ski glide faster, other than to paint on a slick waterproof lacquer and hit the right wax (see “Walter Kofler Invents the Polyethylene Base,” November–December 2021). Insulating bases did work better than heat-conducting surfaces like aluminum and steel, however, so a plastic armor plate showed promise. The new “Cellolix” base offered an advantage to racers, especially in combination with a new Michal invention: the hidden, low-drag continuous L-section edge. Michal applied for a patent on the edge in 1949 and built the Dynamic K race ski with it beginning around 1950. Recreational skiers, however, didn’t see a reason to pay extra for that edge, and eventually he let the patent lapse. Truth be told, Michal wasn’t interested in selling recreational skis. If a ski worked for racers, he claimed, it should work for every skier.
Michal thought of himself as an artisan in wood, tweaking his skis to meet the needs of the ski racers who came to Sillans to talk to him. In the years before bombed-out Austrian factories rebuilt, Michal equipped Austrian as well as French racers. By 1950, dozens of top racers from all the Alpine nations rode to victory on Dynamic’s K model, with 24 laminates of hickory, continuous edges and Cellolix bottoms. The list included Othmar Schneider, Anderl Molterer, James Couttet, François Bonlieu and Charles Bozon. Then in 1954 Austrian and Swiss skiers got Kofix polyethylene bases and Dynamic lost its speed advantage. Dynamic finally offered polyethylene as an option on the ash Slalom Leger and hickory Slalom Géant in 1959. Michal called the new base Polyrex.
Charles Bozon winning bronze in slalom
at the 1960 Olympics, on wooden
Dynamics. Two years later he won the
slalom world championship. Club des Sports
Chamonix-Mont Blanc
By 1950, metal skis were edging into the market, in part because celluloid had solved the problem of bare metal’s poor glide. Michal was never a fan of metal in skis, and around 1955 he turned his attention to fiberglass, partly at the behest of Claude Joseph, who manufactured polyester resin and corrugated fiberglass panels. Progress was slow, based on trial-and-error tests with racers, notably Olympic medalist Charles Bozon. In 1960 Michal realized that he needed a more systematic approach to product development. He took a number of structural engineering courses at the University of Grenoble, focusing on spring rates and inertia. He also hired Michel Arpin, the racer who had become Jean-Claude Killy’s mentor and technician.
In 1963 the team built the glass-wrapped polyester-resin/fiberglass Compound RG5 racing ski, built by Dynamic in Sillans. Joseph founded Dynastar, in Sallanches, to make the consumer-sales version. The name meant resin-glass, five years in development.
Dynamic and Dynastar parted ways. In 1964, Michal introduced the VR7 as Dynamic’s new race ski, largely of Bozon’s design. The name meant Verre Resine (resin glass), seven years in development.That summer, Bozon was one of 14 climbers killed in an avalanche above Chamonix. Michal’s son Jean joined the company and created its first logo, the familiar double-bar chevron.
That summer, Bozon was one of 14 climbers killed in an avalanche above Chamonix. Michal’s son Jean joined the company and created its first logo, the familiar double-bar chevron.
Arpin, with Killy’s input, created the VR17 to help racers take full advantage of the new forward-canted boots and avalement technique (see “Le Trappeur Elite” and “Avalement,” July–August 2021). The VR17 moved the waist back from the ball of the foot to the heel, because that was where French racers were driving the turn, and for the same reason had a stiffer tail. The ski was also built with tough epoxy rather than polyester resin, and – perhaps most important -- had a new super-flexible “cracked” edge—one continuous piece of steel with segments engineered into the visible part of the L-shape. This construction took the vibrational frequency of steel out of the ski’s dynamic behavior, letting the glass-wrapped box dampen chatter at its natural rate. Because the edge no longer contributed to lengthwise flex, the ski was made thicker, which significantly increased the torsional stiffness. The segmented edge also cut into ice like a serrated knife.
Michel Arpin with Jean Claude Killy,
among Dynamic's race stock VR17
inventory. Private collection.
In 1966 Arpin dropped off the ski team to work full time building skis for Killy and a few more top French skiers, at a time when the team, and Killy in particular, dominated Alpine racing season after season. Racers weren’t allowed to endorse products directly, so French skiers were free to use Rossignols or VR17s, depending on which they felt would be fastest on the day’s course conditions.
In 1963, Michal turned over day-to-day operations to his son Jean, and served as fully involved chairman. He still focused on race skis, built by a small, elite crew headed by Paul Serra. But Michal, at heart an artisanal woodworker, regarded every Dynamic ski as a custom build for some racer, somewhere. The torsion box had been a genius idea: fiberglass wrapped around the core eliminated any chance of structural delamination, and the glass fibers could be spiral-wrapped to fine-tune the balance between torsional and beam flex. Racers like Killy and Billy Kidd won races and championships on their Dynamics, and other factories imitated the design.
Paul Michal retired for good in 1967. Under Jean Michal’s management, sales boomed. In 1969, Bob Lange signed a contract to import Dynamic to North America and even to build VR17s in his new factory in Broomfield, Colorado.
The market became increasingly competitive, and rival brands sold many thousands of recreational skis to subsidize their custom-built race models. Paul Michal’s assurance that anyone could ski on the VR17 was pure nonsense. The ski required strength, speed and catlike reactions. “It rewards brilliance and punishes mediocrity,” said one wag at the time.
But expert skiers around the world wanted VR17s, and the factory couldn’t meet demand. U.S. production stopped when Lange lost control of his company in 1973. Ian Ferguson, Lange’s sales manager, noted that manufacturing quality for consumer-market skis deteriorated, at least in the Boulder factory. The assembly process was sloppy, he said. A worker wrapped the core in the requisite layers of fiberglass cloth, soaked it with liquid resin and placed the assembly in the mold. Variations in the resin volume plus wrinkles, folds and air bubbles made the ski’s ultimate flex and strength unpredictable. Pair-matching wasn’t precise, either, because skis were measured for shovel and tail flex but not for full-length flex or torsion.
In 1971, to finance larger production, the partners Paul Michal, Jean Berthet and Marcel Carrier sold a share of the company to an investment group. Within a year, they sold all their shares, leaving the new management company in control. Jean Michal left, in disgust, in 1973.
The fact was that cloned designs from other factories worked just as well and had better quality control. Eventually a mass-production version, the VR27, was marketed worldwide, along with a series of softer recreational skis.
Unable to expand production profitably, the new owners sold the company to Atomic in 1988. Atomic moved production to Austria and closed the Sillans factory in 1994.
Today you can find the Dynamic VR17 brand on boutique skis made in Italy. As for Paul Michal, he remained innovative, filing for a patent as late as 1975. He died in 1983.
Sources for this story include Jean Michal; Nicole Chabah: Sillans, petite cite de grandes aventures (Editions Alzieu 2000); Juliette Barthaux, L’innovation dans l’histoire du ski alpin (unpublished master’s thesis, 1987); and interviews with Michel Arpin, Ian Ferguson and Maurice Woehrlé. Many thanks to Albert Parolai and Jean-Charles Verhilac for research assistance.
Seth Masia, president of ISHA, wrote about Kofix in the last issue of Skiing History.
Before P-tex, there was Kofix. It drove a revolution in ski racing.
When Alpine skis had wooden bases, it was common to waterproof them with celluloid lacquer, made by dissolving celluloid in ether, acetone or alcohol. Each factory had its own name for this stuff – Plasticite, Celloblitz and so on. It made a smooth glossy surface but soon wore thin. When the wood started to show through, skiers could paint on a lacquer sold in cans, under brand names like Faski and Blue Streak.
Photo above: Kofix headquarters, Hall im Tirol near Innsbruck. All photos courtesy of Barbara Kofler.
With the end of World War II, European ski factories resumed production, with a few new adhesives and plastics. Early in 1945, within months of Liberation, Dynamic began using a solid sheet of celluloid – not a lacquer – to improve glide speed. “Cellolix” repelled water, held wax and resisted rock damage, but as it aged it often cracked. Nonetheless, celluloid was a great solution for the first aluminum skis, and was used, in the form of a softer sticky-tape film, by TEY on their Alu-60 ski. Attenhofer coated the bottom of its metal ski with Araldite, an epoxy resin invented during the war in Switzerland, and called it Temporit.
Kofix logo featured a
speedometer-headed skier.
Polyethylene: Classified secret in WWII
Polyethylene (PE) waited in the wings. PE production was devised in England in 1939. With the outbreak of war, the material was classified secret, because it was perfect for insulating coaxial cables used in radar sets and for wiring insulation in Allied warplanes. In 1951, a cheaper form of PE came into wide use for packaging.
Walter Kofler (center) with his family,
c 1933.
Walter Rudolf Kofler (1928-2004) grew up in Innsbruck as an enthusiastic ski racer. He turned 17 in May, 1945, just a week after the American 409th Infantry Regiment occupied Innsbruck. That summer Kofler entered the University of Innsbruck. He earned his doctorate in physics, at age 21, in 1949.
How to glue it?
Before graduating, Kofler noticed that the new PE material felt a lot like the solid form of paraffin wax. Its chemical structure was perfectly compatible with paraffin, and Kofler thought it might make a useful ski base. But PE was so slippery that, unlike celluloid, no glue could hold it to the bottom of a ski. Kofler hit on the idea of partially melting one side of a PE sheet to a strip of cotton fabric; the fabric could then be glued to the ski. He also mixed a lot of wax into the molten plastic.
Local ski factories Schlechter, Halhammer, Vielhaber and Messerer tested the new base successfully, and in October, 1952, Kofler applied for an Austrian patent for a “ski base made of fabric-laminated polyethylene.”
Dr. Walter Kofler.
In 1954 he set up a factory in Munich and pitched the product to major ski factories, under the brand name Kofix. It was expensive. Swiss and American factories, with the advantage of strong currencies, could buy the stuff easily, and the Swiss company Montana purchased a license to make its own version of Kofix, for sale to Swiss and French ski factories.
Racing advantage
But the cash-strapped French and Austrian factories were slow to adopt Kofix for mass production skis. Its superior glide speed obviously conferred an advantage for racing, and by the 1956 Olympics in Cortina, racers on Kästle and Kneissl skis had Kofix bases. Austrians won nine of the eighteen medals, including Toni Sailer’s three golds plus Anderl Molterer’s silver and bronze, and Swiss skiers on Kofix won another three.
Sailer was unbeatable on any ski base—he whipped Molterer, also equipped with Kofix, by six seconds in the GS. French racers, still skiing on Cellolix bases, were shut out of the medals entirely—eight seconds off the pace in GS and almost ten seconds out in slalom and downhill. A year later the entire Austrian team
Kofler skiing a Masters race, 1970.
had Kofix bases, and they took six of the top seven places at the Hahnenkamm. According to Maurice Woehrlé, who joined Rossignol’s engineering team in 1962, in 1957 Rossignol used a form of PE, called Naltene, on the Metallais—but that wasn’t a race ski.
Woehrlé also reports that Charles Bozon and Guy Périllat used Dynamic’s Slalom Leger, with a PE base, at the Squaw Valley Olympics. Bozon took bronze in slalom. That was the breakthrough year for Rossignol’s Allais 60, the first aluminum ski to dominate downhill racing, and it got a PE base. So it would appear that all the men’s medals in 1960 were won on PE bases. Rossignol’s slalom and GS Stratos didn’t get PE until 1964—which is when the French team began its dominant Killy-Périllat-Goitschel era.
In 1960, Kofix turned up in the Head, Hart and Northland catalogs. But as late as 1958, skiers were still confused about what constituted a “plastic” base. In their book The New Invitation to Skiing, Fred Iselin and A.C. Spectorsky classed Kofix with half a dozen brands of celluloid lacquer.
A problem arose with the cotton backing: If a ski absorbed moisture, the fabric softened and swelled, deadening the ski. Kofler kept working on upgrades: harder, tougher plastics, plus PE extruded onto steel and fiberglass strips, which replaced cotton while functioning as a structural layer. By 1959, most Austrian, Swiss and German factories offered Kofix recreational skis, but resented Kofler’s monopoly.
Kofler introduces Rebell ski, 1972.
Competition from P-tex
In 1964, Swiss licensee Montana introduced P-tex. Because it didn’t use a cotton backing, it didn’t violate Kofler’s patent. Instead, the bonding side of the plastic was flame-treated, which put a carbon “tail” on each of the long polyethylene molecules, so it could be glued solidly to a fiberglass or aluminum ski.
Beginning with Fischer, Kofler’s customers stampeded to adopt Montana’s P-tex, going so far as to exclude Kofler from trade shows. In 1966, Montana introduced a sintered base called P-tex 2000. It was far harder and more durable than the extruded forms of PE previously available. That was the end of the line for Kofix. In 1970, Kofler turned his patents over to an employee, who continued to manufacture the product as Fastex.
Kofler then developed a ski made of extruded strips of ABS plastic, rolled out on laminating equipment he designed. He built his own line of Rebell skis, and licensed the process to Maxel and Sarner in Italy. By 1976 it was clear that extruded skis couldn’t compete with the major factories, and the concept evaporated.
Kofler continued to ski, and to innovate. In 1988 he patented a lightweight fiberglass leaf spring for cars, trains and trucks, and a tough surface for Kneissl’s Big Foot skis and for snowboards, produced in his lab in Innsbruck. He consulted with the Austrian ski team on glide speed issues. In 2004, at age 76, while driving to a masters ski race, he suffered a fatal heart attack.
Many thanks to Werner Nachbauer and Arno Klien for their generous assistance in gathering German-language sources for this article, and to Barbara Kofler for fact-checking.
Seth Masia is president of ISHA. He writes frequently for Skiing History.
How Christian Lund mopped up rivals while making the world’s best-known hickory skis.
Illustration above: Henry Hall (1893-1986), of Ishpeming, Michigan, was just one of many professional ski jumpers who swore by Northland’s hickory skis. After his 1917 world record, he served in World War I, and returned to reclaim the record in 1921, jumping 229.5 feet at Revelstoke, British Columbia.
America’s ski-making industry, as a mass-production enterprise, began along the banks of the upper Mississippi River in Minnesota. Fueled by a ready market of Norwegian immigrants and the availability of high-quality timber, men like jumping champions Mikkel and Torjus Hemmestveit set up workshops to hand-carve dozens, perhaps hundreds, of skis each year. It was Martin Strand, a civil engineer born in Rendalen, Norway, who in 1896 began mass-producing skis using power equipment, in St. Paul. But the signal success was the Northland Ski Manufacturing Co., which grew to be the largest ski-maker in the world, while producing what many considered the best hickory skis available (at least until Thor Groswold began making skis in Denver in 1934).
Lund in 1960, when he was elected to
the U.S. Sporting Goods Industry Hall
of Fame. Courtesy Greg Fangel.
Northland’s history has for decades been shrouded in a fog of self-promotion by Christian A. Lund, who claimed, inaccurately, to have founded the firm in 1911. That was the story he pitched in the pages of his catalogs and advertising. By midcentury, the brand held iconic status, and fans had no reason to doubt the “official” origin story. The truth was more complex.
A one-page sketch of C.A. Lund’s life in the Northland 50th-anniversary catalog, published in 1961, summarized the company’s version. Titled “The Northland Story,” it includes the citation accompanying Lund’s induction into the Hall of Fame of the National Sporting Goods Association, which reads, in part:
“After coming to the United States (1901), [Lund] founded the Northland Ski Mfg. Co in 1911. The fifty years since have been spent in the development of skiing and ice hockey in this country. . . . His introduction of plastic ski bottoms, metal edged skis, perfected techniques of hickory laminations and other innovations, boosted his company to its present eminence as the world’s largest ski manufacturer... he created a new important segment of the sporting goods industry.”
But a search of archived materials in Minneapolis and St. Paul has changed the accepted narrative of the history of Lund and his ski companies. The real story is full of intrigue, betrayal and four-alarm fires. Northland, in fact, grew out of previous enterprises dating back to Strand’s first workshop in 1896.
For context, understand that between 1840 and 1910, about 250,000 Norwegians and 180,000 Swedes landed in the Minneapolis–St. Paul area. According to Gunnar Thorvaldsen of the Arctic University of Norway, one out of every nine Norwegians left Norway and one out of every 12 Swedes left Sweden during that period. The immigrants lost no time in setting up their own winter sport clubs. The St. Paul Winter Carnival, launched in 1886, was a Scandinavian winter celebration modeled after the Montreal Winter Carnival. The one-week event ended up lasting four and was a showcase for all winter activities, including tobogganing, horse racing on ice, sleigh rides, skating, curling, and, of course, snowshoeing and skiing.
Martin Strand in 1929, when his
factory in New Richmond, Wisconsin,
claimed to be the largest ski-maker in
the world. Courtesy Greg Fangel.
This was the spirit of the place when Martin Strand arrived in 1888, at age 25. He enrolled in the University of Minnesota and worked as a surveyor, then as a civil engineer in Superior, Minnesota. When Fridtjof Nansen’s book On Skis Across Greenland was published in 1890, Norwegian nationalism soared and skiing became an expression of Norwegian pride everywhere, especially for young men like Strand.
In 1892, Strand traveled home for a short visit and may have investigated how Norwegian skis were made. The Panic of 1893 in the U.S. brought economic collapse and a multi-year depression. For Strand, work dried up in Superior, and he returned to Minneapolis to work as a draftsman. He experimented with making skis in his basement, bending the ski tips over a steaming teapot. By 1896 he was selling skis but kept his day job as a draftsman, then later as a civil engineer again.
In 1899, city records list Strand as a ski manufacturer on Cedar Avenue in Minneapolis, but he needed another source of income and sold insurance for New York Life. There he met another salesman, a Wisconsin Swede named Frederick J. Youngquist. In 1905 they set up shop as Strand & Youngquist Manufacturing Co. As their foreman, they hired a young expert carpenter, Ole Sigurd Ellevold, who arrived in Minneapolis in 1901, to supervise manufacture of skis, oars, toboggans and baseball bats.
Little is known regarding the contractual relationship between Strand and Youngquist, but in 1907, Strand was out and Youngquist reorganized the company as the National Boat Oar Manufacturing Company.
Strand bounced back and by 1909 was again listed as a ski and oar manufacturer doing business at 2427 University Avenue, near the campus of the University of Minnesota. Strand was determined not to fail in the ski business. He did well enough to recruit Ellevold as a foreman. Then, on May 29, 1910, a fire consumed the entire plant, including his manufacturing machinery.
Any shop making wooden skis was a fire hazard. The building was full of sawdust, paint and varnish, and lumber and finished skis. Strand and Ellevold rebuilt two miles away, only to lose that building in a second fire. Three decades later, in the July 21, 1940, edition, the New Richmond News (Wisconsin) told Strand’s story:
“Two fires six months apart almost crushed him. Both times his stock was completely destroyed and the machines were ruined. The foreman of his shop [Ellevold] gave him another headache [as Strand explains]. “He knew the second fire almost broke me and he knew it automatically cancelled my lease on the building. I did not know that, but he did and he bid up on the lease so I was forced out.”
Strand's New Richmond factory in the
early 1930's. Courtesy Greg Fangel.
Strand, who never gave up, traveled 25 miles to New Richmond, Wisconsin, where the Chamber of Commerce desperately wanted new manufacturing businesses. They offered Strand an unbeatable deal, building him a “fireproof” masonry building. In less than a year (in 1911) Strand was back in business making skis and toboggans. He made inexpensive skis of white pine and jumping skis of hickory. Some years later he would claim to be the largest ski manufacturer in the world.
Ellevold rebuilt the Hampden Avenue factory in 1911, and in 1912 adopted a new company name: The Northland Ski Manufacturing Company, Ole S. Ellevold, President. The first two catalogues featured the young Crown Prince of Norway on the covers.
From across the street, at the Gold Coin Stock Food and Chemical Works, Christian A. Lund watched the new enterprise open with more than passing interest. Lund had arrived in Minneapolis in 1903 and by 1910 was a manager at Gold Coin.
Northland Ski Company had been established with stock values of $50,000 and a maximum liability on debt of $20,000. In 1913, Lund purchased some Northland stock. Two years later, he incorporated the C.A. Lund Company as a shell but continued selling wood finishes for Gold Coin. As a stockholder in Northland, he advised Ellevold on business matters and probably sold him wood preservatives and varnishes.
1922 ad suggests Strand's struggle to
remain relevant as Northland grew.
A block or so down the street from the Northland plant, another Norwegian, Hans Gregg, manufactured wooden farm implements and skis under the Park label. By 1919, Gregg was making high-quality skis for the Dartmouth Cooperative Society in Hanover, New Hampshire. Lund may also have been selling varnishes to Gregg. It was obvious to Lund that the ski business was thriving. He continued investing in Northland stock.
By 1916 Lund owned enough Northland stock to control the company. He resigned from Gold Coin in 1918 and activated his C.A. Lund Company for the sale, and possibly manufacture, of wood preservatives. Ellevold, then 36 years old, left the business and moved to North Dakota, where he took up farming.
Lund grew the Northland brand of skis, bindings and related products, selling to high-end sporting goods and department stores. In 1927 he opened a factory in Hastings, Minnesota, to manufacture Lund-branded skis, snowshoes and toboggans as a cheaper line for hardware and general-merchandise stores.
Aside from aggressive marketing, Northland owed its success to hickory—the hardest wood available for skis (and for ax handles, wheel spokes and the like). Prohibitively expensive for European factories, hickory was a reasonable purchase in Minnesota. Northland bought boatloads, shipped from Louisiana sawmills as planks ready to be carved into skis. Northland’s hickory skis became the first choice of ski jumpers and, after 1930, for Alpine downhillers—at least until challenged, beginning in 1932, by the Groswold Ski Company in Denver.
Lund's factory in Hastings opened in
1927, and burned down in 1945.
Then on June 4, 1937, the Woodware Worker’s Union Local 2048 filed suit against Lund, DBA the C.A. Lund Company and Northland. The suit alleged that C.A. Lund et al. had engaged in unfair labor practices, in violation of the National Labor Relations Act at both plants—six charges in all. The trial examiner and the National Labor Relations Board ruled against Lund on all charges. He was ordered to correct violations and make restitution. The incident didn’t turn Lund into a model employer afterward. The union took him back to court in 1939, and again the court ruled against Lund et al.
Meanwhile, in a bid to penetrate the New England market, Lund opened a plant in Laconia, New Hampshire. It was promoted in the New York Times as “the largest ski factory in the world.” Lund’s son, Carl, managed the plant. Lund also hired Walter F. Tubbs to manage the Northland snowshoe line.
In 1945, the Hastings plant burned to the ground, and Lund relocated to the suburb of North St. Paul.
In 1940, Lund was quick to capital-
ize on Hannes Schneider's arrival
in New Hampshire.
In an era when most ski factories served local markets, the C.A. Lund Company, marketing nationally, produced more skis than any other enterprise in the world. Less aggressive companies couldn’t compete. Martin Strand filed for bankruptcy in 1945 and died two years later. On December 3, 1953, Lund’s old St. Paul plant, the one founded by Strand and rebuilt by Ellevold, burned. Lund strolled a couple of blocks down the road and purchased the Gregg factory, then on the verge of bankruptcy. Within a couple of weeks, Northland skis were shipping from the old Gregg plant.
To be fair, we don’t know if Lund plotted to drive Ole Ellevold out of his own business, or if Lund simply bought him out when Ellevold wanted a farm. We don’t know if Youngquist pushed Strand out of their partnership, or if they parted on friendly terms. Strand did confirm that Ellevold forced him out after the 1910 fires. It is interesting that Lund, with all of his success behind him in 1961, felt the need to exaggerate his own considerable accomplishments at the expense of others.
When Lund died in 1965, the wooden ski was fast going the way of the wooden ship, washed out in an unstoppable tide of change. At the close of that year, his sons, Carl and Ambrose, sensibly sold the Northland Ski Company to Larson Industries, makers of fiberglass boats. In 1968 Larson hired Stein Eriksen to promote a line of glass skis, but it was too late. The last Northlands shipped in 1970.
Greg Fangel is the proprietor of woodenskis.com in Tofte, Minnesota. Paul Hooge and his wife run the Hooge Haus, a bed-and-breakfast with a ski museum in Crested Butte, Colorado.
Photo above: The Elite, advertised in Skiing Magazine, November 1967. Skier is Guy Périllat. In that era, factories could not use the names of “amateur” athletes.
Michel Arpin (left) and Charles Bozon
talk boots with Le Trappeur exec
Pierre Barbaroux. Joubert photo.
In the mid 1960s, when French racers began winning everything in sight using the new “avalement” technique described by Georges Joubert, (see page 18) journalists assumed that the breakthrough technique was enabled by a new generation of fiberglass skis introduced around 1961—notably the Dynamic VR7, the copycat Dynastar RG5 and the Rossignol Strato. Those skis, the gurus opined, stored energy in their tails, launching racers out of each turn toward the next.
They were partly right, but the French team had another advantage, little noticed at the time. In 1961, bootmaker Le Trappeur introduced the Elite race boot. It elevated the skier’s heel for what we would now call a steeper ramp angle, and the upper shaft had more forward lean than any race boot previously available. It was considerably stiffer, too.
The original 1961 Elite, in Georges
Jouber'ts book Savoir Skier.
Eight years before high-back spoilers, the Elite put skiers in an aggressive knees-flexed position that encouraged application of strong fore-aft leverage. This enabled a skier to selectively pressure shovel, center and tail in a way not easily achieved before. A racer could retract instantly to absorb a roll and then efficiently press the tip of the ski down the backside to pump a little more speed.
The Elite came about when Le Trappeur licensed Henke’s Martin buckle patent, becoming the exclusive maker of buckle boots in France. To support the buckles, company owner and boot designer Marcel Carrier created double-thick reinforcing of the leather outer “shell.” This made for a very stiff structure, supported by a steel shank in the sole connected to reinforcements on either side of the heel. To provide better lateral power, Carrier made the cuff a couple of centimeters higher and added a fifth buckle. Five-buckle boots already existed. Carrier’s innovation was to angle the fourth buckle downward to fix the skier’s heel in its pocket.
Final version, from 1969-70, with
laminated polyurethane cover. Price
was $120.
The boot was immediately adopted by the French team. So equipped, Charles Bozon and Guy Périllat took gold and silver in the 1962 slalom world championships at Chamonix. Marielle Goitschel took slalom silver and combined gold. Other bootmakers took notice. According to Sven Coomer, who was there, Hans Heierling met with Carrier and bought a license to reproduce the Elite. So did Aldo Vaccari from Nordica, who went home and built the first buckle boot from Italy.
Heierling was the exclusive supplier to the U.S. Ski Team, because Jack Beattie (coach Bob’s brother) was the American importer. When Buddy Werner, Jean Saubert, Billy Kidd, Jimmie Heuga and the rest arrived at Innsbruck in 1964, they skied in Heierling’s version of the Elite. The original Le Trappeur Elite powered five French medals: gold and silver for the Goitschel sisters in both slalom and GS, and downhill silver for Leo Lacroix.
Soon, more factories in Austria and Italy sold unlicensed imitations. In 1965, Canadian coach Dave Jacobs told Bob Lange to cant his new plastic race boot forward and lock the cuff—in other words, make it ski like the Elite.
From 1962 onward, Jean-Claude Killy used the Elite throughout his amateur career. The boot evolved over the course of the decade. By 1968, it had an injection-molded sole (a Nordica innovation) and a waterproof polyurethane laminate on the outside. The final version was the Elite Pro Blue of 1969-70. Killy stuck with the Elite until he signed with Lange in 1971. A year later, as he geared up for his championship pro-racing career, he was back in all-plastic Le Trappeurs.
Seth Masia is president of ISHA and editor of Skiing History.
Top: Early trail prep was achieved by snowshoeing first, then skiers next. Elizabeth Paepcke follows that format in 1956 in Colorado’s Ashcroft Valley. (Aspen Historical Society, Durrance Collection)
Decades later, in the Ashcroft Valley, a
skier enjoys the benefits of modern
track setting. Aspen Historical Society,
Russell Collection
For any sport, the condition of the playing surface is vital to success. For that reason, ski-touring centers strive to provide guests with well-designed trails groomed to perfection. Over the last half-century, setting and maintaining cross-country tracks has progressed from an arduous process requiring many workers to an efficient, machine-reliant method that uses just one person to operate the levers, buttons and switches.
Before the 1960s, trail preparation required significant effort. Trails could be created simply by snowshoeing, then skiing over the route. But prepping for major events or competitions required trail crews to shovel, rake, pack—and then set parallel ski tracks. It took a lot of time and effort. Consider the early staging of the annual 50-km Holmenkollen race in Oslo, which first started in 1888. Two 25-km laps translated into roughly 15 miles of snow that needed to be shoveled, packed and prepped.
Leading up to the 1960 Winter Olympics in Squaw Valley, two young American Nordic coaches, Al Merrill and Chummy Broomhall, started experimenting with a new grooming method. Both New Englanders with farming backgrounds and a Yankee knack for problem solving, they were familiar with the fine-toothed rotary tillers used to grade soil, leaving it soft and workable. Attaching a rototiller behind a Tucker snowcat, they realized, did the same for snow. Just one person operating a tiller could roll out
kilometer after kilometer of smooth, snow-carpeted trails.
Although the gyro-groomer, as it came to be known, was a major advance, other work was still required; skiers had to follow the groomer to stamp in a ski track. At Squaw Valley that job was done by the race forerunners and post-runners—skiers who had just missed the Olympic team cut.
Sven Johansson, US biathlon
coach, engineered a crude but
effective tracksetter: a wooden
box with runners on the bottom.
But help was not far off. Enter Sven Johansson, who raced for the United States at the Squaw Valley Games, then took the job of US biathlon head coach. Starting in 1961, the team was stationed in Fort Richardson, Alaska, which regularly received snowfall that filled in the ski tracks. Partly out of desperation, Johansson devised a remarkably easy and effective solution to track setting: a 28-inch by 36-inch wooden box with two runners on the bottom that simulated skis. When pulled behind a snowcat, with a cinder block or two added for weight, the sled created parallel ski tracks for the afternoon’s training session—likely one of the first mechanical track setters.
Thanks to this breakthrough, the days of strenuous and time-consuming snow shoveling, snowshoe packing and stamping in ski tracks were on their way out.
Johansson sent me a hand-drawn copy of the track-sled building plans. (We had become good friends during a three-week Olympic training camp in Idaho, where I was a coach.) At the time, I was working with the Lyndon Outing Club in Vermont, and we built a prototype sled to set tracks for a race in December 1963. Afterward, a group of high school and college coaches swarmed around the sled, asking for plans, which I later mailed out.
Box with runners, widely copied
from Johansson's device.
A similar scenario was unfolding in southern Vermont. John Caldwell, a former Olympic skier and a coach at the Putney School, had recruited a skilled carpenter to help him invent a comparable track-setting sled. Just as in Lyndonville, at the end of each race, coaches gathered around the new contraption, asking questions and taking measurements. Mechanical track-setters began cropping up at other schools and colleges, and at Eastern-sanctioned races.
Around this time, Ski-Doo snowmobiles became popular, and these machines turned out to be perfect for pulling a track setter. A typical Nordic setup in the mid-1960s consisted of a Ski-Doo pulling a homemade box sled with a clothesline. It got the job done, but it was still a far cry from what we use today.
Soon, modifications improved the design of track-setting equipment. Wooden sleds
were outfitted with metal blades to cut ski tracks in frozen show, and then polycarbonate bottoms were added to the sleds to reduce friction. Side runners could raise the frame in places where tracks were not wanted or for road crossings. Metal sleds replaced the wooden ones.
Snowmobile pulling a roller
remains a low-cost constant.
As commercial versions of the devices became available, the whole cross-country scene took on a new look and feel. Ski-touring areas could now offer wide, smooth trails with perfectly straight, machine-set tracks, and their guests loved these beautifully prepared surfaces.
In Scandinavia and the rest of Europe, the evolution of trail preparation seems to have progressed much more slowly. According to Caldwell, the Norwegians were still shoveling snow to prepare the tracks at the 1966 FIS Nordic World Championships in Oslo. He recalls skiing behind a large snow machine at the 1968 Olympics in France—eight years after the more efficient methods of trail preparation had been used at the Squaw Valley Winter Games. But eventually, the Europeans caught up. In 1971, for example, Harry Brown imported an all-metal heavy frame sled from Sweden that produced good tracks in hard-packed and frozen snow.
Modern groomers can create
multiple tracks in a single pass.
Photo: Pisten Bully
Want to see what enables a modern ski-touring center to weave its trail magic? Next time you are at Craftsbury Outdoor Center, the Trapp Family Lodge or any other major cross-country operation, take a look through the window of the maintenance shop. You will probably see a wide-track Pisten Bully with a hydraulically controlled snowplow up front and a multi-purpose groomer/grader/track setter behind. This rig can lay down kilometer after kilometer of corduroy, with twin tracks for classic skiers.
The goal: Smooth classic track
and skate-ski option on the
same trail.
Picture the modern-day trail worker who drives the machine. Replacing dozens of workers on snowshoes, he or she simply hops into the cab, turns on the heater, and switches on the stereo. A press on the ignition switch, and the 250-horsepower engine roars to life. Hit the horn twice, slip into first gear, and roll out into the winter to begin an hour or two of grooming.
Rick Eliot is a former collegiate racer and coach who lives in Massachusetts. Thanks to John Caldwell for his help with this article.
courtesy Pisten Bully
courtesy Pisten bully
A typical track-setting rig in the mid-1960s consisted of a Ski-Doo pulling a homemade box with a clothesline.
Modern groomers are high-tech, multi-use masters that can pack, smooth and create tracks in one pass. Groomers can now customize trail prep, for instances by varying the number of tracks and the width between tracks.
Top: Improved grooming provides classic tracks and skate-ski options on the same trail. Left: A snowmobile pulling a roller remains a low-cost constant at many cross-country centers.
Ski racers take extreme measures to get—and keep—a winning boot.
Ingemar Stenmark spent almost his entire World Cup career in Caber’s blue Alfa boot (top of page). He ran his first World Cup race, at age 17, in 1973. The Alfa was introduced in 1974, and Stenmark won his first slalom championship in 1975. Caber killed production of the Alfa in 1979, but when he ran his last World Cup race in March 1989, Stenmark still wore a banged-up pair of Alfas. Cindy Nelson, another Caber devotee, held onto her Alfas past her own retirement in 1985.
When breaking in leather boots,
says Penny Pitou, “the pain was excruciating.”
That kind of loyalty isn’t exceptional. Dozens of racers swore by the original Nordica Grand Prix, introduced in 1972 and gone from the market by 1976. But over the next decade, Nordica was forced to run off a few dozen pair each year to keep its contracted racers happy. Into the 1990s, guys like Felix McGrath were still scrounging around for original-stock examples of the GP. “When you get a pair of boots right, you don’t want to give it up,” he says. “There was something about that plastic that I preferred.” McGrath could nurse a pair of GP shells through two seasons, and he learned to grind and shape each new-old shell to fit. Eventually, in 1999, Nordica revived the GP design elements to produce the Dobermann—a boot still in production today.
Boot loyalty isn’t just a matter of athlete conservatism. Racers, and their boot-fitters, work hard to perfect performance and fit, a process that can take weeks or months of trial-by-error. Once victory is achieved in a customized boot, no racer wants to repeat the laborious process starting with a different model.
The objective of all the work: Get the boot shell to fit as closely as possible, often by squeezing feet into boots one or two sizes too small, with flex, cant and forward lean precisely calibrated. No cushy liners allowed to accommodate the bony protrusions of a particular foot, because a soft liner allows the foot to move inside the shell.
Michel Arpin sacrificed his feet
to break in boots for Killy.
Racers haven’t always had the luxury of marriage to a well-loved boot. Leather boots didn’t last long, so racers suffered the agony of de feet every season when breaking in a new pair. Achieving a race-ready fit was torture. For instance, it was common to stand in a tub of hot water to soften the leather, then walk around while the leather dried into a new shape. But this made the tender foot into the final mold. Penny Pitou, double-silver medalist at the 1960 Squaw Olympics, says customizing involved “your foot doing all of the work. It took your foot to figure it out, and the pain was excruciating.”
Later in her career, after Pitou had established herself as an international star, Austrian boot companies took foot measurements for custom-fitting boots they hoped she would wear. Eventually, Koflach came out with a Penny Pitou model, which Pitou believes was the first boot specifically designed for women. Earlier in her career, with no women’s boots available, she at one point acquired boots so large from a male racer that she had to stuff paper in them to prevent her feet from floating loosely in the extra space. She wasn’t alone. Her teammate Joan Hannah also used paper-stuffed boots, borrowed from ski-racing brother Sel.
In the early 1960s, when Billy Kidd was rising through the ski-racing ranks, he used the hot-water method. Most top US racers at the time were given Heierlings (because coach Bob Beattie’s brother was the importer). Kidd filled each new pair with hot water to soften the leather, then laced his feet into the warm boots to allow the
Billy Kidd won the 1970 combined World
Championship in this Lange. The steel
plate bolted on for slalom, off for downhill.
The boot still hurt like hell. Below, Kidd
dealt with the consequences. Paul Ryan
photo.
cooling leather to conform to the idiosyncratic shape of his feet—in what was a DIY version of future flow or injected boot liners. And he had to do it often. The leather broke down in a matter of six to eight weeks.
Across the pond, Jean-Claude Killy had plenty of help breaking in his leather Le Trappeur Elite boots. His friend, mentor and ski technician Michel Arpin suffered in new boots for a few days until the boots were “ripe.” Then Killy got a few races in while Arpin repeated the process with the next pair.
Plastic boots arrived at the advent of the World Cup circuit—actually, a year before, when the Canadian team showed up at the 1966 Portillo World Championships with a few pairs of Langes. From the start, the boots needed work to get the flex and forward lean right. Langes improved edging power immensely (they were part of Nancy Greene’s success), but didn’t conform well to any human foot, so they hurt like hell. The term “Lange bang” was born. Painful as the boots could be, skiers won five medals in Langes at the 1968 Olympics.
Kidd won his gold medal in combined at the 1970 World Championships with Lange boots, customized by master fitter Denny Hanson (later that year Denny and brother Chris left Lange to launch their own boot company). Denny fashioned metal plates for the backs of Kidd’s boots to add stiffness for slalom. He removed the plates for more flexibility for downhill.
Boot-fitting as an art form hit its stride with the introduction of plastic. Bootfitters could reshape shells by grinding and heating. Tools were invented to punch out tight spots. The durability of plastic meant that once the work was done, and the boots made to ski well, a racer could treasure that pair for years.
But plastic had its drawbacks, and not all plastics were created equal. When brothers Phil and Steve Mahre took center stage on the US racing scene in the late 1970s, Lange’s XL-R model was their boot of choice. Lange subsequently came out with a new and supposedly improved Z model, but “it was a different plastic, more brittle—a completely different feel,” says Phil. He stuck with his old XL-Rs. Good move. He went on to earn three overall World Cup titles.
Phil Mahre kept his old boots
when the new onese felt brittle.
Lange made the old boots look
like the new model.
Lange, of course, wanted to promote its newest technology but also wanted to keep its top athlete happy. The solution: Keep Phil in his XL-Rs but swap out the logos to make them look like Zs. (Both models were orange, so the deception was easily executed.) Phil took one extra measure to customize his fit: He replaced the Lange tongues with unanchored Garmont tongues, allowing them to float freely within the boot, held in place only by the snugness of the fit.
Loyalty to a boot can outlast any other relationship. Over 13 World Cup seasons, Franz Klammer used three different Austrian ski brands—but kept the same customized Dynafit boots. And World Cup and World Champion Tamara McKinney stuck with heavily modified Nordica GT boots—a model discontinued a year before she ran her first World Cup race. McKinney had unusually small feet and slim ankles. The GT cuff was easily detachable and lent itself to tailoring for her pipestem lower legs. When an injury ended her career in 1990, she’d been married to the same boot for more than half her life.
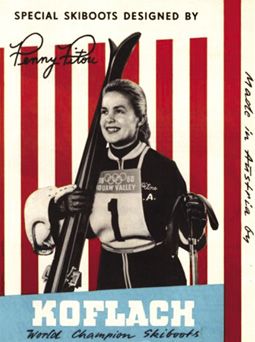


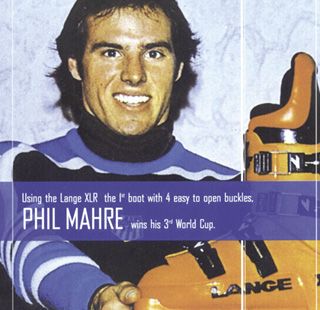
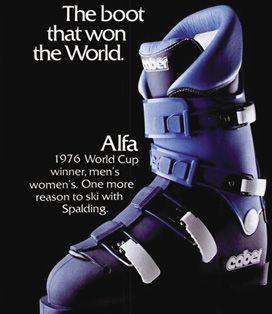

















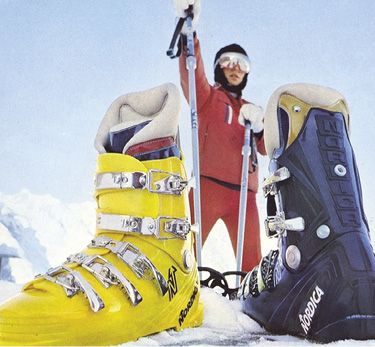


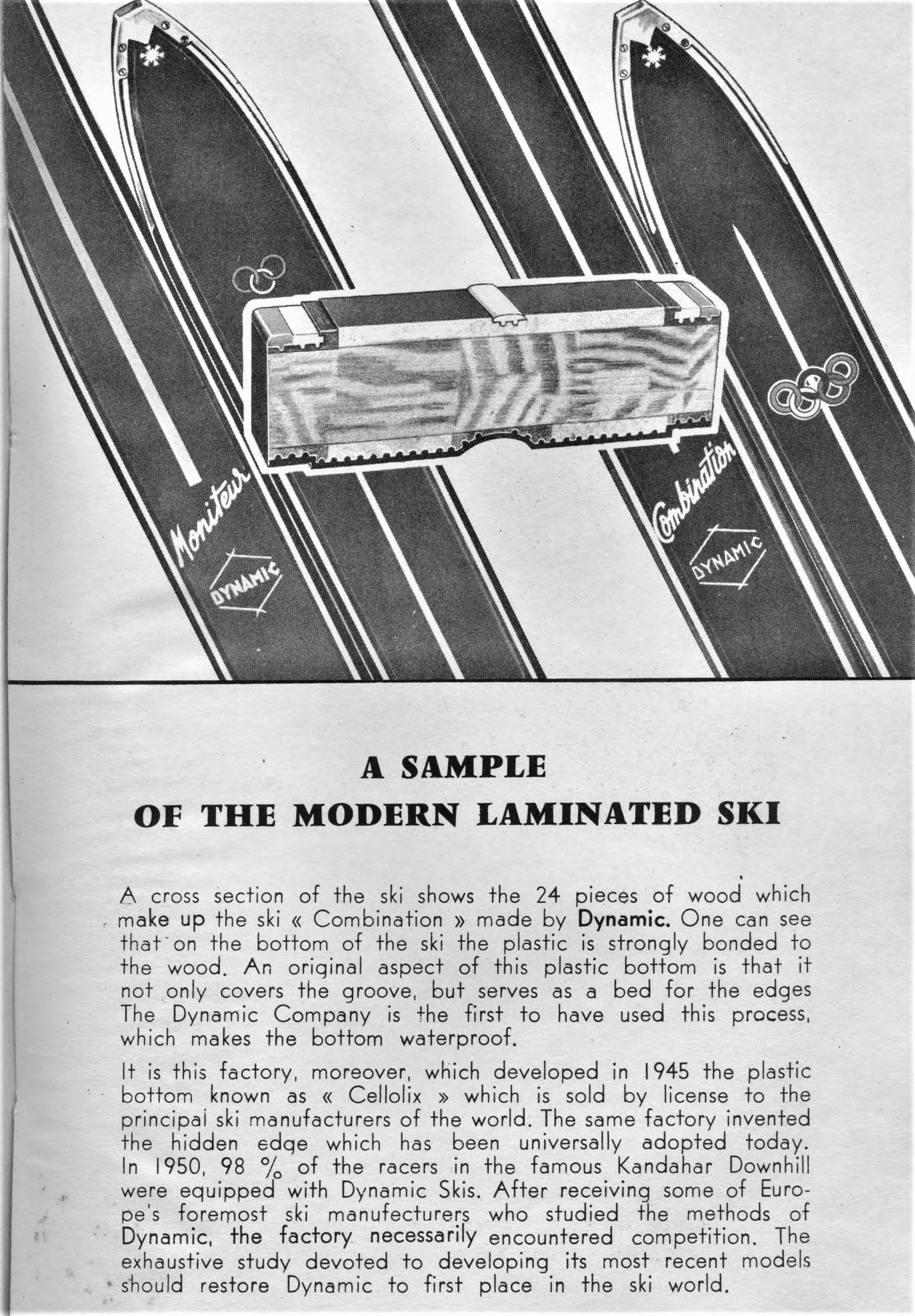







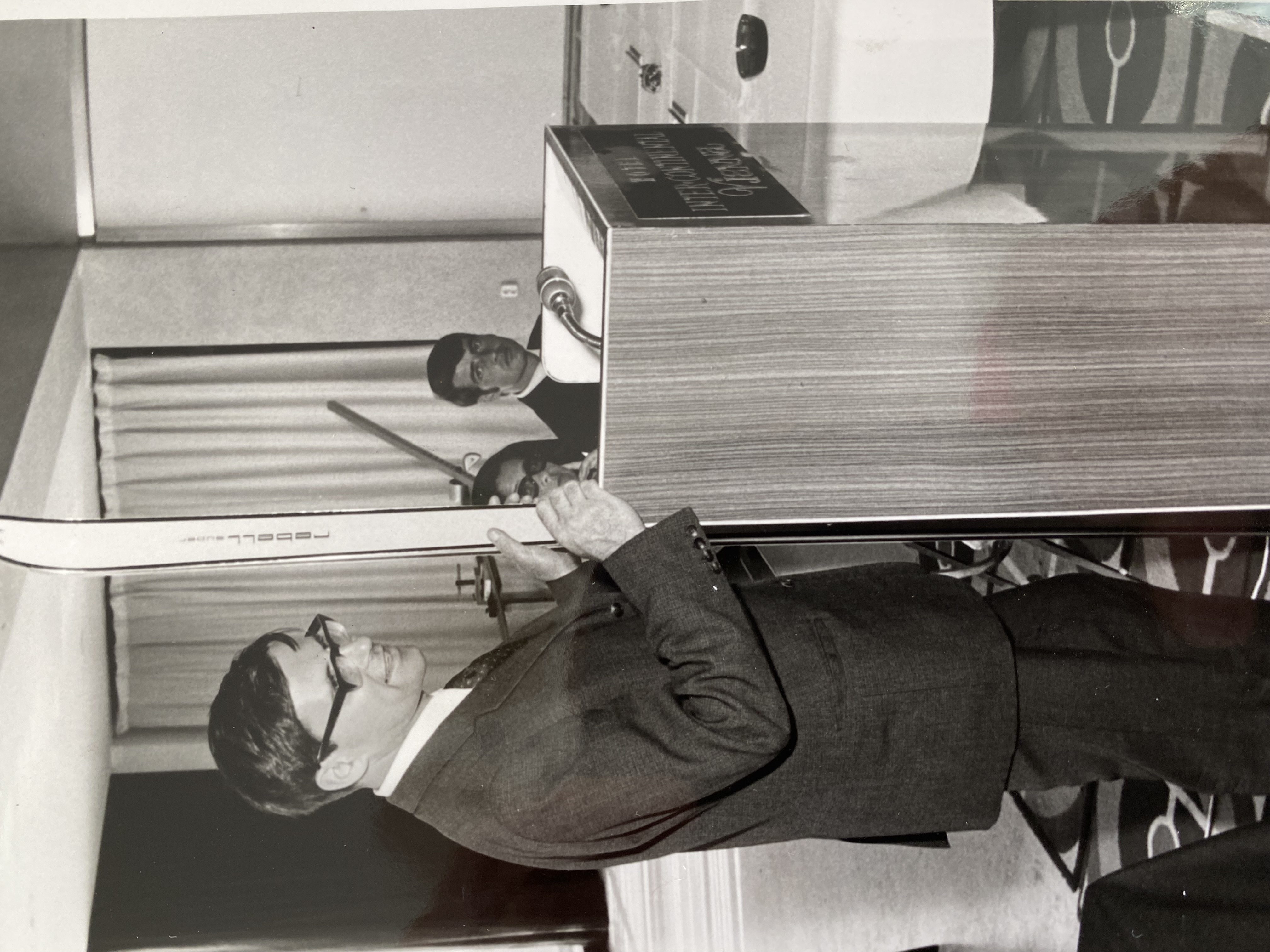

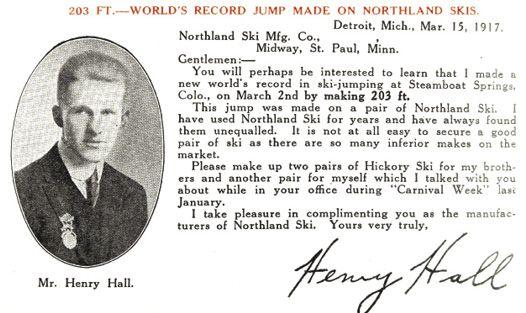



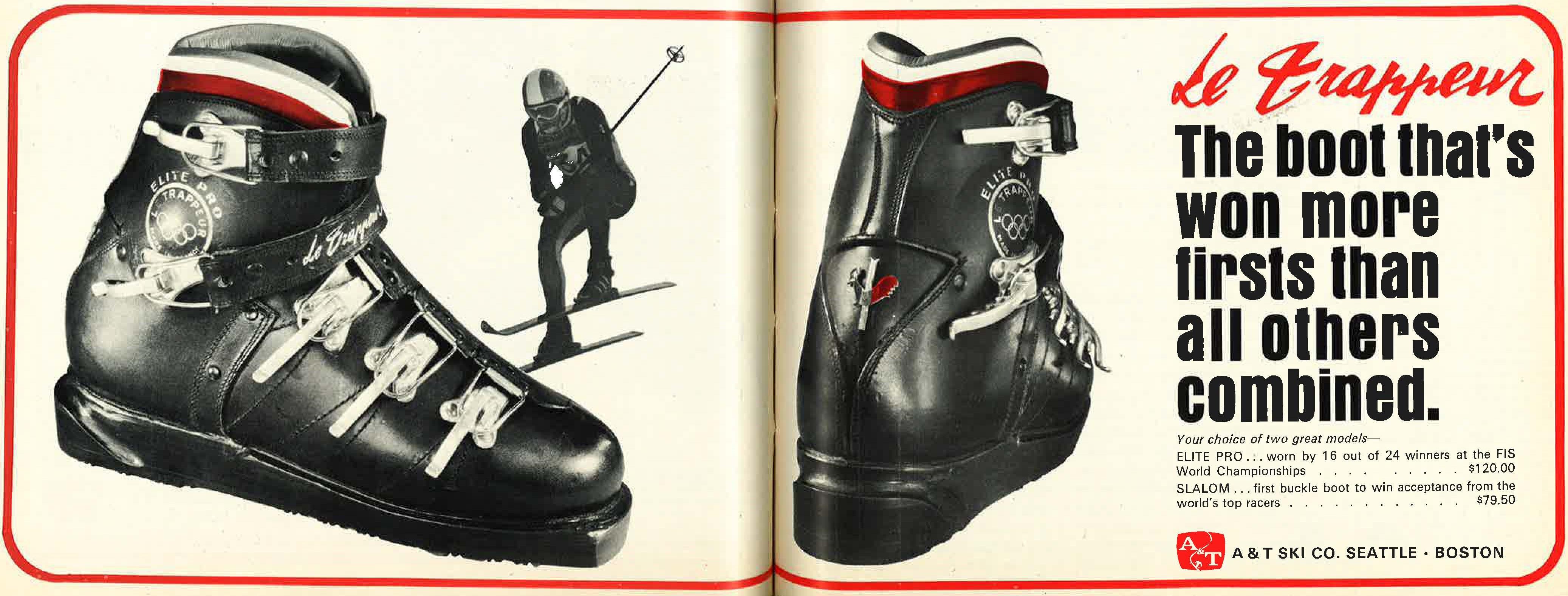

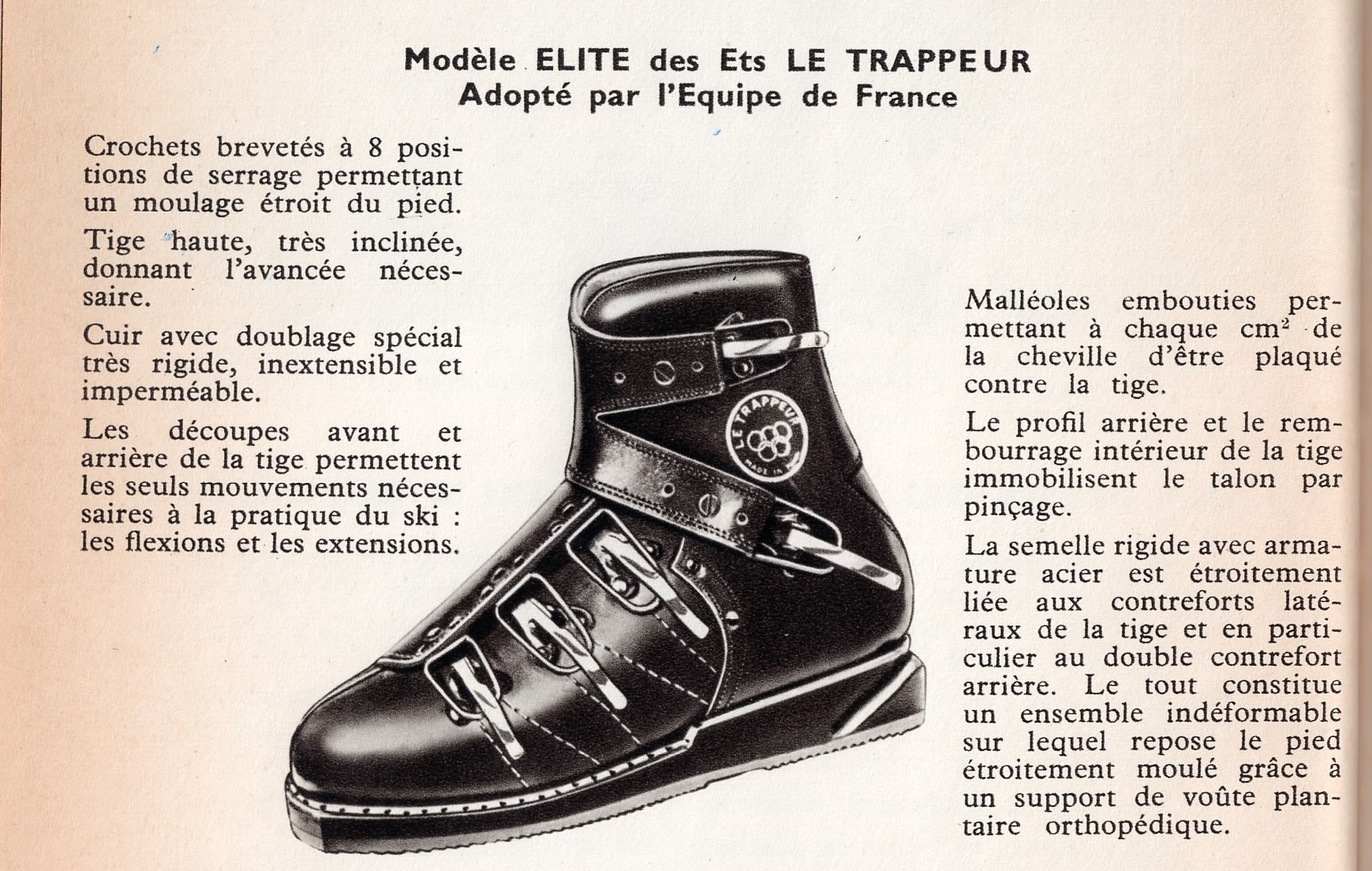
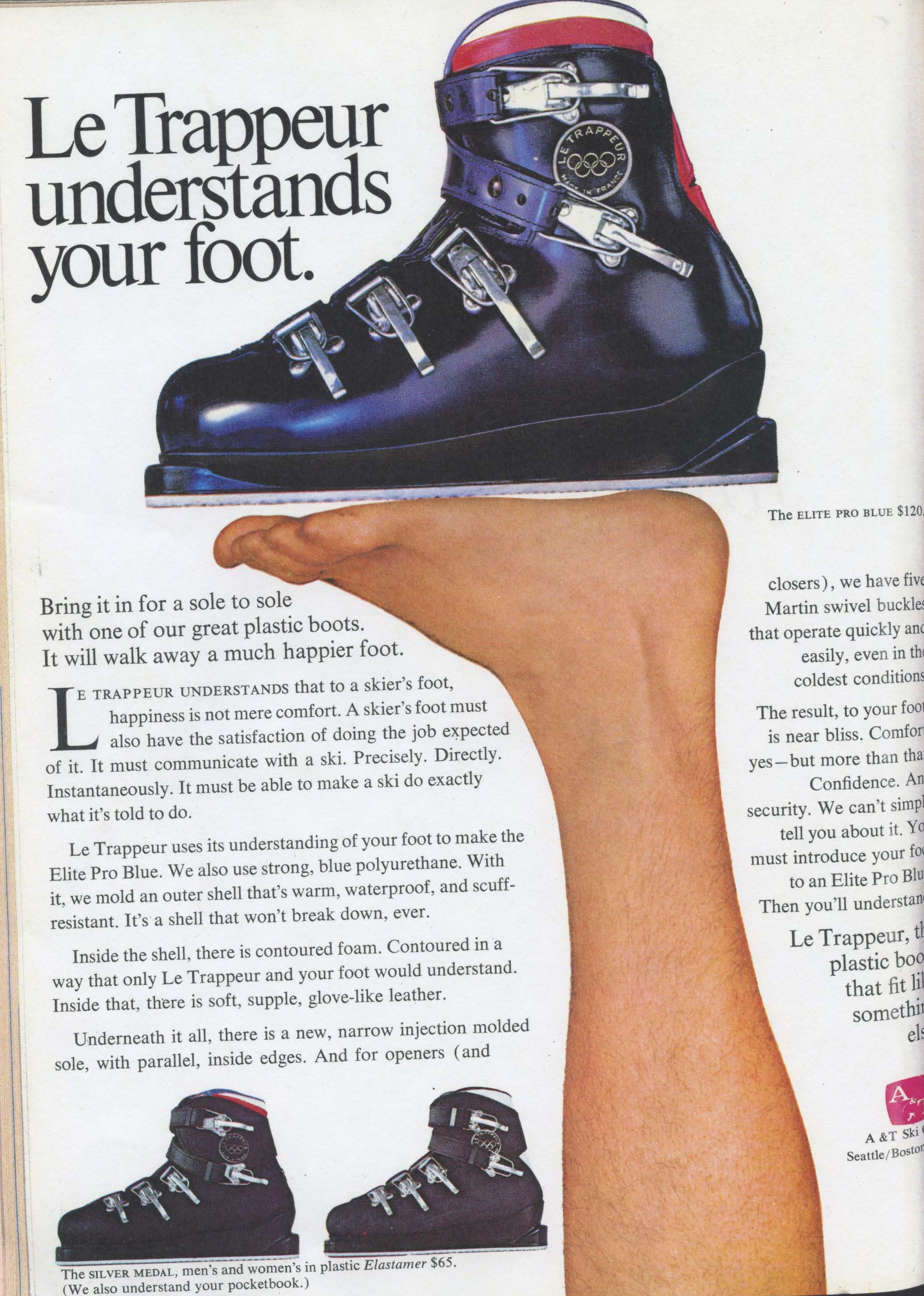
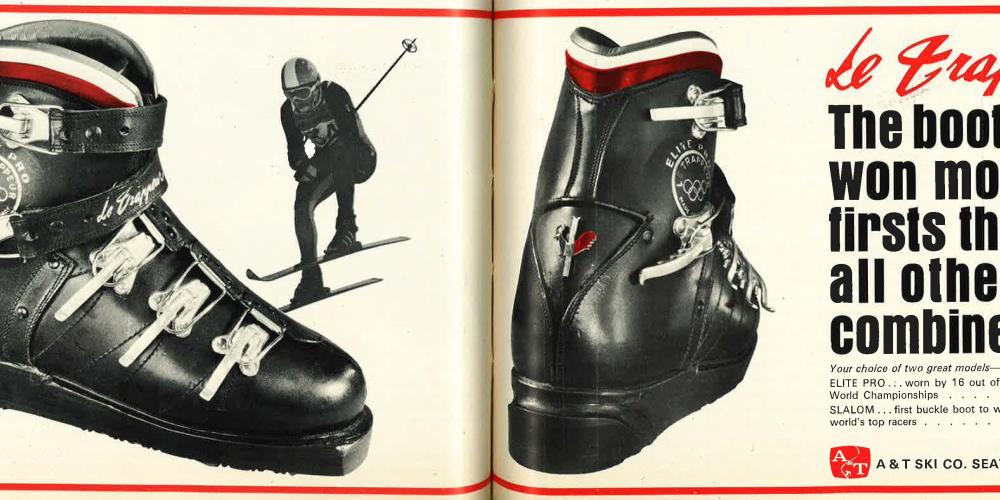













 Lange boots, customized by master fitter Denny Hanson (later that year Denny and brother Chris left Lange to launch their own boot company). Denny fashioned metal plates for the backs of Kidd’s boots to add stiffness for slalom. He removed the plates for more flexibility for downhill.
Lange boots, customized by master fitter Denny Hanson (later that year Denny and brother Chris left Lange to launch their own boot company). Denny fashioned metal plates for the backs of Kidd’s boots to add stiffness for slalom. He removed the plates for more flexibility for downhill.